Aleación de níquel X750 Polvo
La aleación de níquel X750 es una aleación de níquel-cromo endurecible por precipitación que ofrece una excelente resistencia a la corrosión y la oxidación. Destaca por conservar la resistencia, tenacidad y ductilidad tras el endurecimiento por envejecimiento y presenta una notable resistencia a altas temperaturas.
El X750 presenta una buena conformabilidad en estado recocido y puede fabricarse fácilmente utilizando las prácticas habituales de conformado en taller. Puede forjarse fácilmente o trabajarse en caliente. El conformado en frío no presenta problemas particulares. También presenta una excelente soldabilidad.
A continuación encontrará una descripción general de las propiedades y aplicaciones del polvo de la aleación de níquel X750:
MOQ bajo
Proporcionamos una cantidad mínima de pedido baja para satisfacer diferentes necesidades.
OEM Y ODM
Proporcionar productos y servicios de diseño personalizados para satisfacer las necesidades exclusivas de los clientes.
Existencias adecuadas
Garantizar una tramitación rápida de los pedidos y ofrecer un servicio fiable y eficaz.
Satisfacción del cliente
Ofrecer productos de alta calidad centrados en la satisfacción del cliente.
compartir este producto
Índice
Visión general
Aleación de níquel X750 Polvo es una aleación de níquel-cromo endurecible por precipitación que ofrece una excelente resistencia a la corrosión y la oxidación. Destaca por conservar la resistencia, tenacidad y ductilidad tras el endurecimiento por envejecimiento y presenta una notable resistencia a altas temperaturas.
El X750 presenta una buena conformabilidad en estado recocido y puede fabricarse fácilmente utilizando las prácticas habituales de conformado en taller. Puede forjarse fácilmente o trabajarse en caliente. El conformado en frío no presenta problemas particulares. También presenta una excelente soldabilidad.
A continuación encontrará una descripción general de las propiedades y aplicaciones del polvo de la aleación de níquel X750:
Composición:
- Níquel: 70%
- Cromo: 15%
- Plancha: 7%
- Adiciones de titanio y aluminio
Propiedades:
- Excelente resistencia a la corrosión y la oxidación
- Mantiene una alta resistencia y tenacidad hasta 704°C (1300°F)
- Endurecible con el paso del tiempo
- Fácil de fabricar
- Buena soldabilidad
Aplicaciones:
- Componentes de turbinas de gas
- Componentes del turbocompresor
- Dispositivos de tratamiento térmico
- Espaciadores de elementos combustibles nucleares
- Equipos químicos y alimentarios
Tipos y denominaciones
El polvo de aleación de níquel X750 está disponible con diferentes distribuciones granulométricas:
| Tipo | Tamaño de las partículas |
|---|---|
| Grado fino | 15-45 μm |
| Grado medio | 45-106 μm |
| Grado grueso | 106-250 μm |
También tiene varias especificaciones y denominaciones estándar:
- UNS N07750
- WNR 2.4668
- AMS 5667
- ASME SB-171
- ASTM B640
Composición y propiedades
La composición y las propiedades típicas del polvo de aleación de níquel X750 son:
Cuadro 1: Composición química del polvo de aleación de níquel X750
| Elemento | Composición (%wt) |
|---|---|
| Níquel (Ni) | 70.0 min |
| Cromo (Cr) | 14.0-17.0 |
| Hierro (Fe) | 5.0-9.0 |
| Titanio (Ti) | 0.7-1.2 |
| Aluminio (Al) | 0.2-1.0 |
| Carbono (C) | 0,08 máx. |
| Manganeso (Mn) | 1,0 máx. |
| Silicio (Si) | 1,0 máx. |
| Cobre (Cu) | 0,5 máx. |
| Azufre (S) | 0,015 máx. |
| Fósforo (P) | 0,015 máx. |
Tabla 2: Propiedades físicas del polvo de aleación de níquel X750
| Propiedad | Valor |
|---|---|
| Densidad | 8,36 g/cc |
| Punto de fusión | 2400-2550°F (1315-1399°C) |
| Conductividad térmica | 9,4-12,4 W/m-K (68-218°F) |
| Módulo de elasticidad | 31 x 106 psi |
| Resistividad eléctrica | 617 μΩ-cm |
| Coeficiente de dilatación térmica | 8,1 x 10-6/°F (14,6 μm/m-°C) |
Tabla 3: Propiedades mecánicas del polvo de aleación de níquel X750
| Propiedad mecánica | Valor |
|---|---|
| Resistencia a la tracción | 190-240 ksi (1310-1655 MPa) |
| 0,2% Límite elástico | 140-190 ksi (965-1310 MPa) |
| Alargamiento | 10-22% |
| Dureza | Rockwell C 35-45 |
Aplicaciones y usos
Algunas de las principales aplicaciones del polvo de aleación de níquel X750 son:
Tabla 4: Aplicaciones del polvo de aleación de níquel X750
| Industria | Aplicaciones |
|---|---|
| Aeroespacial | Componentes de motores de turbina de gas, Componentes de turbocompresores |
| Automoción | Válvulas de escape y componentes |
| Industrial | Dispositivos y bandejas de tratamiento térmico |
| Petróleo y gas | Componentes de boca de pozo, válvulas, bombas |
| Química | Recipientes del reactor, tuberías, intercambiadores de calor |
| Procesado de alimentos | Recipientes a presión, evaporadores |
| Nuclear | Elemento de combustible espaciadores y muelles |
La excelente resistencia al calor y a la corrosión hace que el X750 sea adecuado para su uso en entornos de alta temperatura, como turbinas de gas, turbocompresores, hornos industriales y otras aplicaciones extremas de hasta 704°C (1300°F).
Su alta resistencia es valiosa para componentes sometidos a esfuerzos mecánicos como válvulas, bombas y recipientes y tuberías de alta presión.
Las excelentes propiedades de tracción, fluencia y rotura por fluencia a temperatura ambiente, junto con la resistencia a la oxidación y la facilidad de fabricación, ofrecen ventajas probadas para muchas aplicaciones críticas de la industria de transformación química.
Especificaciones y disponibilidad
La aleación de níquel X750 en polvo está disponible en los principales proveedores mundiales de metales especiales en diversas distribuciones de tamaño:
Cuadro 5: Tamaños y dimensiones del polvo de aleación de níquel X750
| Tipo | Tamaño de las partículas | **Tamaño de pantalla **ASTM |
|---|---|---|
| Ultrafino | 1-5 µm | N/A |
| Fino | 15-45 μm | -325 mallas |
| Medio | 45-106 μm | Malla 140-325 |
| Grueso | 106-250 μm | -140 mallas |
Tabla 6: Precio indicativo del polvo de aleación de níquel X750
| Tipo | Condición | Precio ($/kg) |
|---|---|---|
| Polvo | -325 Malla | $75 – $150 |
| Polvo | Malla 140-325 | $50 – $120 |
| Polvo | -140 Malla | $45- $100 |
Los precios pueden variar en función de la cantidad y las especificaciones exactas. Póngase en contacto con los principales fabricantes y proveedores para obtener presupuestos personalizados.
Comparación con la aleación 718
La aleación de níquel X750 forma parte de la familia del níquel-cromo de alto rendimiento con composiciones similares a la popular aleación 718.
He aquí una comparación entre los polvos de la aleación X750 y la aleación 718 en parámetros clave:
Cuadro 8: Comparación entre la aleación de níquel X750 y la aleación 718
| Propiedad | X750 | 718 |
|---|---|---|
| Densidad (g/cc) | 8.36 | 8.19 |
| Intervalo de fusión (°F) | 2400-2550 | 2300-2350 |
| Resistencia a la tracción (ksi) | 190-240 | 160-220 |
| Resistencia a la fluencia | Mejor | Bien |
| Fabricabilidad | Mejor | Moderado |
| Soldabilidad | Excelente | Moderado |
| Resistencia a la corrosión | Excelente | Moderado |
| Resistencia a la oxidación | Excelente | Pobre |
| Coste | Moderado | Barato |
| Disponibilidad | Moderado | Fácilmente disponible |
En resumen, Alloy X750 demuestra:
- Mayor resistencia a la fluencia para servicio a altas temperaturas
- Mayor facilidad de fabricación y soldadura
- Resistencia a la corrosión y a la oxidación notablemente mejorada
- Coste moderado superior a 718
La aleación X750 es la opción preferida para entornos extremos, mientras que la aleación 718 ofrece una solución más económica para aplicaciones menos críticas.
Ventajas y limitaciones
Algunas de las principales ventajas y limitaciones del polvo de aleación de níquel X750 son:
Cuadro 9: Ventajas del polvo de aleación de níquel X750
| Ventajas |
|---|
| Excelente resistencia a la tracción, al límite elástico y a la rotura a temperatura ambiente |
| Mantiene la resistencia a la tracción hasta 704°C (1300°F) |
| Resistente a la fluencia y al agrietamiento por fatiga térmica |
| Excelente resistencia a la corrosión en medios reductores y oxidantes de hasta 982°C (1800°F) |
| Excelente resistencia a la oxidación hasta 2200°F (1204°C) |
| Buena conformabilidad en estado recocido |
| Fácilmente forjado o trabajado en caliente |
| Fácil de soldar con métodos convencionales |
Transformación y fabricación
El polvo de aleación de níquel X750 puede transformarse en componentes acabados mediante diversos métodos:
Fundición
- Se suele utilizar la fundición a la cera perdida. Los moldes cerámicos permiten la colada a 1427-1538°C (2600-2800°F). Produce piezas de fundición muy sólidas.
- La fundición en arena también puede realizarse, pero se necesita una alimentación adicional de metal líquido para obtener solidez. Pueden ser necesarios aglutinantes de arena especiales.
- La fundición en coquilla permite obtener productos comparables a la fundición a la cera perdida. Pueden fabricarse rollos finos.
- La colada continua en moldes de grafito se utiliza ampliamente para producir palanquillas para su posterior procesamiento.
Cuadro 11: Especificaciones de fundición
| Proceso | Tallas | Tolerancias | Acabados |
|---|---|---|---|
| Inversión | 0,1-100 libras | ± 0,030 pulg./pulg. | As-cast, HIP |
| Arena | 25-2000 libras | ± 0,125 pulg./pulg. | Tal cual, molido |
| Concha | 0,5-75 libras | ± 0,060 pulg./pulg. | Como |
| Colada continua | tochos de 3-12 pulgadas de diámetro | ± 0,125 in/in dia | Trabajo en caliente |
Pueden producirse defectos típicos de la fundición, como desgarros en caliente, microporosidad y segregación, pero pueden reducirse al mínimo mediante prácticas adecuadas de inyección/perforación, diseño del molde y vertido/agitación.
Tratamiento de la deformación
El trabajo en caliente se realiza entre 1177-1260°C (2150-2300°F) seguido de un enfriamiento por aire. El trabajo en caliente se realiza por debajo de 1038°C (1900°F). El trabajo en frío puede requerir un recocido intermedio.
Los métodos más comunes son:
- Forja: El proceso de matriz cerrada produce las mejores propiedades
- Laminación: Se realiza tanto el laminado plano como el laminado de forma. Reducción del espesor mínimo 30%
- Extrusión: Excelentes propiedades obtenidas en secciones de hasta 8 pulgadas de diámetro
- Trefilado: Se puede trefilar alambre/barra pesada. Puede ser necesario un ablandamiento intermedio.
Cuadro 12: Especificaciones
| Método | Tamaños | Reducciones | Acabados |
|---|---|---|---|
| Forja | 0,1-1000 lbs | 30-90% | Trabajo en caliente |
| Rodando | 0,05-500 libras | 30-80% | Banda caliente |
| Extrusión | 0,5-500 libras | 75-90% | Como extruido |
| Dibujo | 0,003-3 pulgadas de diámetro | 30-65% | Recocido brillante |
Procesos de unión
Todos los métodos estándar pueden unir eficazmente piezas X750. Es preferible utilizar aleaciones compatibles para obtener propiedades óptimas.
Soldadura: La soldadura por arco de tungsteno con gas (GTAW) y la soldadura por arco metálico con gas (GMAW) son las más utilizadas. La soldadura por resistencia y la soldadura por rayo láser también se aplican ocasionalmente. Se utilizan varillas de relleno de composición adecuada. Las uniones presentan una excelente resistencia. Es esencial un tratamiento térmico adecuado antes y después de la soldadura para evitar el agrietamiento.
Soldadura: La soldadura al vacío ofrece la mejor combinación de fuerza y resistencia a la temperatura. Se utilizan varias aleaciones de plata para soldadura fuerte a 1038-1093°C (1900-2000°F). Es fundamental controlar las holguras, los fundentes y la atmósfera.
Tabla 13: Recomendaciones de adhesión
| Proceso | Métodos | Metales de aportación | Comentarios |
|---|---|---|---|
| Soldadura | GTAW, GMAW | Aleación 625, 725 | Observar las temperaturas máximas entre pasadas |
| Soldadura | Vacío | Soldaduras de plata | Preferiblemente sin fundente |
| Revestimiento | Pegado de rollos | Aleaciones de cobre | Chapado en caliente |
| Fijación | Atornillado, remachado | Aleación X750 | Utilizar agujeros trabajados en frío |
Tratamientos posteriores
El tratamiento térmico por disolución y el endurecimiento por envejecimiento se utilizan para desarrollar unas propiedades óptimas:
Solución Tratamiento - Realizado a 1149-1260°C (2100-2300°F) seguido de enfriamiento al aire o al agua. Permite el posterior endurecimiento por envejecimiento.
Endurecimiento por envejecimiento - Envejecer a 1325-1425°F (± 25°F) durante 10-50 horas seguido de enfriamiento al aire. Alcanza el endurecimiento por precipitación para obtener los máximos niveles de resistencia.
El tratamiento de estabilización opcional implica 850-1200 °F durante 1-16 horas para estabilizar contra futuros cambios de propiedad.
Cuadro 14: Especificaciones de postprocesado
| Proceso | Tratamiento | Propiedades previstas |
|---|---|---|
| Tratamiento de soluciones | 1177°C (2150°F), 30 min, CA | Microestructura optimizada |
| Endurecimiento por envejecimiento | 732°C (1350°F), 24 h, CA | 190-240 ksi UTS |
| Estabilización | 1000°F (538°C), 4 hrs, AC | Dureza estable |
Producción de polvo
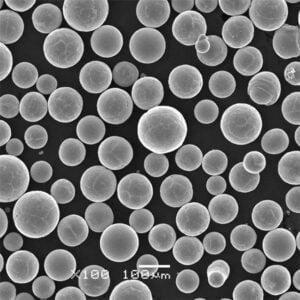
El polvo de aleación de níquel X750 se produce comercialmente mediante métodos de atomización con gas y atomización con agua. La distribución del tamaño de las partículas se controla rigurosamente mediante boquillas especializadas y tamizado calibrado. Se utiliza gas inerte de alta pureza para evitar la contaminación.
Cuadro 15: Métodos de producción de polvo
| Proceso | Tallas | Tarifa | Pureza |
|---|---|---|---|
| Atomización de gases | 10-250 μm | 30-200 kg/h | 99.9% |
| Atomización del agua | 25-150 μm | 20-100 kg/h | 99.7% |
Tanto los polvos atomizados con gas como los atomizados con agua presentan una morfología esférica de las partículas ideal para la fabricación aditiva, el moldeo por inyección de metales y otras aplicaciones pulvimetalúrgicas.
Datos de diseño
A continuación se resumen los principales parámetros de diseño de la aleación de níquel X750 para su consulta durante las actividades de ingeniería y diseño de componentes:
Cuadro 16: Parámetros de los datos de diseño de la aleación de níquel X750
| Categoría | Valores | Comentarios |
|---|---|---|
| Densidad | 0,302 lb/pulg3 | Peso moderado |
| Módulo de Young | 30,8 x 106 psi | Rigidez |
| Relación de Poisson | 0.294 | – |
| Módulo de cizallamiento | 11,7 x 106 psi | Resistencia al cambio de forma |
| Resistividad eléctrica | 617 μΩ-cm | Mayor resistencia que el cobre |
| Coeficiente de fricción | 0.46-0.80 | Varía en función del acabado de la superficie |
| Conductividad térmica | 113-124 BTU-in/hr-pie2-°F | Superior a los aceros inoxidables |
| Calor específico | 0,106 BTU/lb-°F | – |
| CTE medio | 7,3 x 10-6 pulg./pulg. | Media entre RT-500°F |
| Número de Prandtl | 0.012 | Relación entre la difusividad del momento y la difusividad térmica |
| Coeficiente de transferencia de calor | 120-200 BTU/hr-pie2-°F | Depende del entorno |
Condiciones de carga estructural
Para cálculos de ingeniería estructural a temperaturas extremas, utilice:
- Límite elástico de tracción: 140-190 ksi
- Límite elástico de compresión: 170-220 ksi
- Relación modular, E (aleación X750)/E (acero): 1.0
A temperatura ambiente hasta 500°F - Se espera una velocidad de corrosión moderada de menos de 0,002 pulg./año.
Hasta 1900°F - Excelente resistencia a la corrosión en caliente y a la oxidación. Utiliza la constante de velocidad parabólica kp = 3,4 x 10-8 mg2/cm4/s.
Resistencia a la fluencia y a la fatiga
La aleación X750 demuestra una excelente resistencia a la fluencia. Resistencia a la rotura superior a 80 ksi durante 100.000 horas a 980°C (1300°F).
Para condiciones de fatiga cíclica, utilizar:
- Resistencia a la fatiga (106 ciclos) de 95-100 ksi
- Factor de reducción de 1,0 para el acabado superficial mecanizado en lugar del acabado tal como se fabrica.
El entorno tiene un pequeño efecto sobre la resistencia a la fatiga. Utilice un factor de reducción de la fatiga = 0,95 para el ambiente aéreo.
Mecanizado de aleación de níquel X750
La aleación de níquel X750 presenta una excelente maquinabilidad en estado recocido y puede mecanizarse con la mayoría de los métodos y herramientas estándar de taller.
Se recomiendan rompevirutas para un control eficaz de las virutas. Se necesitan configuraciones rígidas para minimizar las vibraciones. Las herramientas de corte de desprendimiento positivo con aristas de corte afiladas proporcionan la máxima vida útil.
La baja conductividad térmica conduce a la concentración de calor, por lo que debe utilizarse abundante refrigerante.
Tabla 17: Métodos de mecanizado
| Método | Materiales para herramientas | Velocidades | Comentarios |
|---|---|---|---|
| Girar | Acero rápido, carburo, cerámica, CBN, PCD | 100-250 sfm | Utilizar grandes profundidades de corte |
| Perforación | Carburo con recubrimiento TiAlN | 10-30 sfm | Taladro de pico de diámetros mayores |
| Enhebrado | Plaquitas de metal duro | 4-10 ipr | Mantener el radio de la punta de la herramienta |
| Fresado | Carburo, |
Transformación y fabricación
El polvo de aleación de níquel X750 puede transformarse en piezas mediante diversos métodos:
Fabricación aditiva
La fabricación aditiva (AM), también conocida como impresión 3D, utiliza el polvo de aleación de níquel como materia prima para construir componentes capa a capa. Algunas técnicas de AM adecuadas para X750 son:
Sinterización directa de metales por láser (DMLS)
- El polvo se funde selectivamente mediante un láser de alta potencia
- Produce piezas totalmente densas con microestructura fina
- Excelente precisión dimensional y acabado superficial
- Posibilidad de geometrías complejas
Fusión por haz de electrones (EBM)
- El polvo se funde mediante un haz de electrones en el vacío
- Alcanza una densidad casi total con una buena resistencia
- Menor acabado superficial en comparación con los procesos láser
- Velocidad de fabricación rápida gracias a la mayor potencia del haz
Chorro aglomerante
- Agente adhesivo líquido depositado selectivamente para unir partículas de polvo
- Proceso rentable de alta productividad
- Requiere un tratamiento posterior como la sinterización y la infiltración
- Posibilidad de piezas más grandes con una buena libertad geométrica
Spray frío
- Partículas de polvo aceleradas a velocidades supersónicas e impactadas contra un sustrato
- La energía cinética une las partículas a la superficie
- Se pueden crear revestimientos gruesos y formas libres
- El calentamiento mínimo preserva las propiedades del material base
Cuadro 11: Procesos de fabricación aditiva para la aleación de níquel X750
| Proceso | Precisión | Acabado superficial | Propiedades mecánicas | Geometría | Velocidad |
|---|---|---|---|---|---|
| DMLS | Alta | Excelente | Previsible | Complejo | Lento |
| EBM | Alta | Moderado | Consistente | Complejo | Moderado |
| Chorro aglutinante | Moderado | Pobre | Variable | Simple | Rápido |
| Aerosol frío | Bajo | Áspero | Anisótropo | Simple | Rápido |
Pueden optimizarse parámetros como la potencia del láser, el tamaño del haz, la separación entre escotillas y la estrategia de escaneado para controlar la densidad de la pieza, la calidad de la superficie, la microestructura y el rendimiento mecánico.
Pueden aplicarse tratamientos térmicos posteriores, como el prensado isostático en caliente (HIP) y el envejecimiento, para mejorar aún más la densificación y las propiedades del material.
Fundición
La aleación X750 también puede fundirse por inducción y moldearse en lingotes, tochos y barras mediante procesos como:
- Fusión por inducción en vacío
- Refusión por electroescoria
- Fundición a la cera perdida
Los productos de fundición sirven de materia prima para posteriores operaciones de descomposición como la forja, el laminado y la extrusión. También pueden mecanizarse directamente en componentes de forma neta.
Tratamiento de la deformación
Pueden aplicarse varias técnicas de deformación a las materias primas de aleación de níquel fundido:
Forja
- Prensado o martilleo de lingotes fundidos entre matrices
- Mejora la resistencia mediante el flujo de grano y el endurecimiento por deformación
- Se pueden conseguir formas de red cercanas
Rodando
- Compresión y reducción del grosor entre rodillos
- Produce hojas, tiras y planchas
- Controla la estructura del grano y mejora las propiedades
Extrusión
- Forzar a través de una abertura del troquel
- Forma secciones largas con sección transversal fija
- Producto denso con granos finos uniformes
Dibujo
- Tirar a través de una matriz utilizando la fuerza de tracción
- Reduce la sección transversal de barras, tubos o alambres
- Mayor resistencia y dureza
La aleación se recuece periódicamente durante el trabajo para restaurar la ductilidad y evitar las grietas. A continuación se somete a un tratamiento térmico final y a un envejecimiento para conseguir las características deseadas.
Preguntas frecuentes
P: ¿Qué es la aleación de níquel X750?
R: El X750 es una aleación de níquel-cromo endurecible por precipitación con una excelente resistencia hasta 700 °C (1300 °F), una extraordinaria resistencia a la corrosión y a la oxidación y buenas características de fabricación.
P: ¿Cuáles son las aplicaciones típicas del X750?
R: Componentes de turbinas de gas, piezas de turbocompresores, elementos de combustible nuclear, equipos de procesamiento químico, recipientes de procesamiento de alimentos: cualquier lugar que necesite capacidad a altas temperaturas en entornos difíciles.
P: ¿Es soldable la aleación de níquel X750?
R: Sí, el X750 tiene una buena soldabilidad para una aleación de alta resistencia endurecida por precipitación. La soldadura por arco de gas tungsteno y por arco metálico con gas puede producir soldaduras sólidas. Tras la soldadura se suele emplear un tratamiento térmico de alivio de tensiones.
Obtener el último precio
Acerca de Xmetto
Categoría de productos
OFERTAS



CONTACTO
¿Tiene alguna pregunta? ¡Envíenos un mensaje ahora! Atenderemos su solicitud con todo un equipo tras recibir su mensaje.