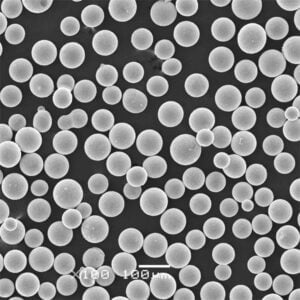
Poudre d'impression 3D à base de titane
La poudre de titane pour impression 3D est un métal structurel solide et léger qui est de plus en plus utilisé dans la fabrication additive dans les secteurs de l'aérospatiale, de la médecine, de l'automobile et de l'industrie. Les poudres d'alliage de titane comme le Ti-6Al-4V permettent d'imprimer en 3D des pièces complexes offrant une grande solidité ainsi qu'une résistance à la corrosion et une biocompatibilité.
Faible MOQ
Les quantités minimales de commande sont peu élevées, ce qui permet de répondre à différents besoins.
OEM ET ODM
Fournir des produits et des services de conception personnalisés pour répondre aux besoins uniques des clients.
Stock suffisant
Assurer un traitement rapide des commandes et fournir un service fiable et efficace.
Satisfaction des clients
Fournir des produits de haute qualité en mettant l'accent sur la satisfaction du client.
partager ce produit
Table des matières
Vue d'ensemble
Le titane est un métal structurel solide et léger qui est de plus en plus utilisé dans la fabrication additive dans les secteurs de l'aérospatiale, de la médecine, de l'automobile et de l'industrie. Les poudres d'alliage de titane telles que le Ti-6Al-4V permettent d'imprimer en 3D des pièces complexes offrant une grande solidité, une résistance à la corrosion et une biocompatibilité.
La fusion sélective par laser (SLM) et la fusion par faisceau d'électrons (EBM) permettent de transformer une fine poudre de titane en composants entièrement denses avec des conceptions complexes impossibles à réaliser par usinage ou moulage. Ce guide couvre les compositions des alliages de titane, les données sur les propriétés, les applications, les paramètres de l'imprimante et les fournisseurs afin de tirer parti des avantages de l'impression 3D de métaux.
Composition des poudres d'impression de titane
Les alliages de titane comprennent principalement du titane avec d'autres éléments d'alliage comme l'aluminium, le vanadium, le fer, le molybdène et d'autres pour améliorer les propriétés spécifiques. Les qualités de titane les plus courantes pour l'AM sont les suivantes
| Alliage | Ti Content | Principaux éléments d'alliage |
|---|---|---|
| Ti-6Al-4V | Bal. 88%+ | Aluminium 6%, Vanadium 4% |
| Ti-6Al-4V ELI | Bal. 89%+ | Aluminium 6%, Vanadium 4% |
| Ti 6242 | Bal. | Aluminium 6%, Molybdène 2% |
| Ti64 | Bal. 90% | Aluminium 6%, Vanadium 4% |
- Ti-6Al-4V (Grade 5) est l'alliage de titane le plus populaire, sa résistance provenant de la stabilisation +Al et du durcissement par précipitation +V. Une variante à très faible interstitiel (ELI) présente une ductilité élevée.
- L'alliage Ti 6242 remplace une partie du vanadium pour le rendre plus adapté aux implants orthopédiques biocompatibles nécessitant une ostéointégration.
- Les oligo-éléments tels que le fer, l'oxygène, l'azote et le carbone sont réduits au minimum car ils ont un impact négatif sur les propriétés mécaniques s'ils sont présents au-delà des limites spécifiées.
Propriétés des poudres d'impression métal-titane
Les principales propriétés des matériaux qui rendent les alliages de titane attrayants pour les avions et les produits médicaux sont les suivantes :
| Propriété | Ti-6Al-4V | Ti-6Al-4V ELI |
|---|---|---|
| Densité | 4,43 g/cm3 | 4,43 g/cm3 |
| Point de fusion | 1604-1660°C | 1650°C |
| Résistance à la traction | 895-975 MPa | 860-965 MPa |
| Limite d'élasticité (décalage de 0,2%) | 825-869 MPa | 795-827 MPa |
| Élongation | 10-16% | >15% |
| Module de Young | 114 GPa | 105 GPa |
| Conductivité thermique | 7,0 W/m-K | 7,2 W/m-K |
| Résistivité électrique | 170-173 μΩ-cm | 198 μΩ-cm |
- La résistance élevée par rapport à la faible densité (la moitié de celle de l'acier) rend les composants en titane plus légers. La résistance dépasse celle des alliages d'aluminium courants tout en évitant les problèmes de corrosion.
- Suffisamment ductile pour être transformé à froid. Les variantes à très faible interstitiel comme Ti64 ELI augmentent encore l'allongement.
- La fusion dépasse 1600°C. Conserve ses propriétés à 400-500°C.
- Les conductivités thermique et électrique sont assez faibles pour éviter les étincelles et isoler la chaleur.
Applications des pièces métalliques en titane imprimées en 3D
Aérospatiale
- Supports structurels de la cellule, nervures, roues et raccords
- Boîtiers de turbocompresseurs et échangeurs de chaleur allégés
- Canaux de refroidissement conformes intégrés dans les sections de turbines de moteurs à réaction
- Cadres de drones sur mesure conformes aux composants
Médical et dentaire
- Implants orthopédiques du genou, de la hanche, de la colonne vertébrale et de la mâchoire, tels que les cupules acétabulaires
- Piliers dentaires pour couronnes et bridges
- Plaques de reconstruction crânienne personnalisées en fonction de l'anatomie du patient
Automobile
- Supports de carter de moteur et éléments de suspension
- Refroidissement conformationnel à contour étroit intégré dans les moules d'injection
- Disques de frein légers avec géométrie complexe des flux d'air
Paramètres du processus d'impression 3D du titane
Paramètres clés lors de l'utilisation de poudre de titane dans les processus de fusion sur lit de poudre :
Paramètres LPBF
| Paramètres | Gamme |
|---|---|
| Puissance du laser (W) | 170-380W |
| Vitesse de balayage (mm/s) | 700-1100mm/s |
| Taille du faisceau (μm) | 75-115 μm |
| Hauteur de la couche (μm) | 20-75 μm |
| Espacement des hachures (μm) | 80-160 μm |
| Gaz de protection | Argon |
Paramètres EBM
| Paramètres | Gamme |
|---|---|
| Puissance du faisceau (W) | 3 kW |
| Vitesse du faisceau (mm/s) | Jusqu'à 8 m/s |
| Taille du faisceau (mm) | 0.2-0.4 |
| Hauteur de la couche (mm) | 0.05-0.2 |
| Température de construction (°C) | 650-800°C |
Le LPBF nécessite des structures de soutien alors que l'EBM fabrique du métal sans assistance. La densité ≥99% est obtenue après détente et pressage isostatique à chaud. Les épaisseurs de paroi minimales atteignent généralement 100 à 150 microns.
Fournisseurs de poudres d'impression de titane
Les principales entreprises de fabrication de métaux ont certifié les poudres de titane pour les processus additifs :
| Entreprise | Ti Grade offert | Morphologie | Taille des particules |
|---|---|---|---|
| AP&C | Ti-6Al-4V, Ti64 ELI | Plasma atomisé, sphérique | 15-53 microns |
| Tekna | Ti-6Al-4V, Ti 6242 | Plasma atomisé | 15-45 microns |
| Additif pour charpentier | Ti-6Al-4V, Ti 6242 | Gaz atomisé | 10-45 microns |
| ATI Powder Metals | Ti-6Al-4V | Plasma atomisé | 10-45 microns |
| Sandvik Osprey | Ti6Al4V, Ti 6242, Ti64 ELI | Gaz atomisé, sphérique | 15-100 microns |
Coût des poudres d'impression de titane
En tant qu'alliage léger avancé pour les applications de haute performance, la poudre de titane est très prisée :
- Les prix des matériaux varient de $200 à $500 par kg.
- Les alliages sur mesure avec des tailles de particules plus étroites et une pureté élevée augmentent encore les coûts.
- La poudre recyclée est moins chère si elle s'écoule bien.
Post-traitement des pièces en titane imprimées en 3D
Après l'impression, les composants en titane subissent :
Suppression du support - Séparer soigneusement les supports par découpage EDM là où c'est possible, casser les petits éléments
Déstressant - Traitement thermique doux à 650°C pendant 2 heures sous argon pour réduire les contraintes résiduelles.
Pressage isostatique à chaud - Procédé HIP à 920°C et 100 MPa pendant 3 heures pour fermer les vides internes >99% densité
Traitement des solutions - Trempe à 705°C pendant 1 heure puis trempe air/eau pour développer la microstructure souhaitée.
Usinage - Fraisage CNC des surfaces d'accouplement critiques pour répondre aux besoins de tolérance dimensionnelle
Sablage + gravure à l'acide - Grenaillage d'alumine suivi d'un décapage à l'acide pour nettoyer les surfaces
Tests de qualité - Confirmer que la chimie, la microstructure, la qualité couche par couche et les propriétés mécaniques sont conformes aux spécifications.
Normes pour l'impression 3D du titane
| Standard | Titre | Organisation |
|---|---|---|
| ASTM F2924 | Spécification standard pour la fabrication additive Titane-6 Aluminium-4 Vanadium avec fusion en lit de poudre | ASTM |
| ASTM F3001 | Spécification standard pour la fabrication additive Titane-6 Aluminium-4 Vanadium ELI (Extra Low Interstitial) avec fusion en lit de poudre | ASTM |
| AMS 2801 | Traitement thermique des pièces en alliage de titane | SAE International |
| AMS 2879 | Processus d'atomisation de gaz Poudre de Ti | SAE |
| AMS 700 | Procédures analytiques et méthodes d'essai pour les poudres et les produits de la métallurgie des poudres | SAE |
Perspectives d'avenir pour l'impression sur lit de poudre à l'aide de titane
Si l'aérospatiale est actuellement le moteur de la demande grâce à la consolidation des pièces et aux économies de poids, l'adoption de l'AM du titane s'accélérera dans l'automobile, les articles de sport et d'autres secteurs de consommation à mesure que les coûts diminueront. Parmi les autres applications imprimées du titane, on peut citer
Aérospatiale - Des structures primaires plus grandes et entièrement imprimées, telles que les pales de turbines et les futures sections de cabines de passagers, tirant parti de la complexité de la conception, de la consolidation de l'assemblage des pièces et de la résistance à la corrosion.
Biomédical- Augmentation du nombre de prothèses et d'implants adaptés au patient, comme les cages vertébrales personnalisées en fonction de l'anatomie, avec des intérieurs en treillis qui favorisent la croissance des tissus, grâce à la biocompatibilité du titane et à sa capacité de liaison osseuse.
Automobile - Des composants allégés pour la suspension, le châssis et le groupe motopropulseur, tels que les bielles et les vilebrequins, ainsi que des soupapes et des pistons de haute performance qui résistent à la fatigue et aux températures élevées.
Pétrole et gaz - Corps de vanne de tête de puits et outils de forage bénéficiant d'une résistance à la corrosion dans des environnements acides et chauds contenant du sulfure d'hydrogène et des chlorures. Architecture conçue pour maximiser le débit.
Produits de consommation - Équipements sportifs personnalisés tels que les cadres de bicyclettes et les têtes de clubs de golf, dont les profils sont adaptés aux individus. Exploite le rapport poids/résistance élevé et la flexibilité des formes ; adoption par Fuller dans l'attente d'une réduction des coûts.
Guide d'achat pour les imprimantes 3D à lit de poudre de titane
Les principales considérations relatives à l'imprimante sont les suivantes :
Précision - un contrôle et un calibrage serrés du bain de fusion pour une cohérence des propriétés mécaniques sur de grandes séries
Atmosphère inerte - argon de haute pureté critique avec du titane réactif pour empêcher la contamination par l'oxygène, l'azote et le mercure.
Automatisation - des systèmes de manutention des poudres pour minimiser l'exposition et faciliter la production en continu
Logiciel intelligent - stratégies spéciales de balayage adaptées à l'histoire thermique
Les principaux modèles sont les suivants
- 3D Systems DMP Factory 500
- GE Additive Concept Laser Xline 2000R
- Système EOS M 400-4 à 4 lasers
- Machine laser Renishaw RenAM 500 Quad
Comparaison des coûts : Fabrication additive de titane et usinage
| Aspect des coûts | Fabrication d'additifs | Usinage CNC |
|---|---|---|
| Coût matériel | $200-$500 par kg | $100-$150 par kg |
| Travail | Temps de production ~2-3X | Temps de traitement plus rapide |
| Utilisation des équipements | ~$50 par heure d'impression | $70-$200 par heure de machine CNC |
| Ratio achat/vol | Utilisation efficace 1:1 | Jusqu'à 20:1 de perte de matière |
| Coût total aujourd'hui | $150-$1000 par kg | $50-$200 par kg |
| Production future Prévision | $50-$150 par kg | Aucune perturbation n'est attendue |
La fabrication additive coûte aujourd'hui entre 2 et 10 fois plus cher que l'usinage conventionnel du titane, en fonction des quantités achetées et des attentes en matière de qualité, mais elle offre une plus grande liberté de conception.
À mesure que la productivité de l'AM augmente et qu'un plus grand nombre de composants finaux sont approuvés dans tous les secteurs, les coûts prévus deviennent compétitifs par rapport à l'usinage en intégrant un allègement significatif et une consolidation des pièces - jusqu'à 65% de réduction de poids ont été démontrés.
Impact sur l'environnement : L'impression 3D de métaux comparée à l'usinage
| Mesure de la durabilité | Fabrication additive métallique | Usinage CNC des métaux |
|---|---|---|
| Consommation d'énergie | HIGH - Alimentation sélective des rayons point par point | Une intensité énergétique plus faible |
| Efficacité des matériaux | Forme presque nette, très peu de déchets | Jusqu'à 90% de matériaux gaspillés lors de la soustraction des barres de stock |
| Réutilisabilité | 90%+ récupération des poudres, recyclées | Les puces métalliques n'ont pas de voies de réutilisation |
| Émissions de CO2 | Moins d'énergie par pièce finie | Comparativement plus d'émissions de carbone pour un même composant |
Malgré une forte consommation d'énergie localisée, l'AM permet de réaliser d'importantes économies de matériaux grâce à des conceptions légères et optimisées et à la réutilisation des poudres afin de minimiser l'empreinte environnementale au niveau du système.
FAQ sur l'impression 3D sur lit de poudre métallique
Q : Quelle est la distribution granulométrique recommandée pour les poudres de titane utilisées en AM ?
R : La plupart des poudres de titane pour l'impression 3D ont des tailles de particules allant de 15 à 45 microns. Certaines distributions vont jusqu'à 105 microns. La clé est une grande capacité d'écoulement de la poudre et une forte densité d'empaquetage.
Q : Quelle méthode de post-traitement est utilisée pour améliorer la densité des pièces en titane imprimées à près de 100% ?
R : Le pressage isostatique à chaud de l'ensemble de la plaque de construction imprimée en 3D à des températures d'environ 920°C sous une pression de 100 MPa pendant plus de 3 heures est nécessaire pour fermer complètement les vides internes et la microporosité dans les pièces imprimées en titane après que les supports ont été enlevés.
Q : L'alliage de titane Ti-6Al-4V présente-t-il une bonne soudabilité pour le post-traitement des pièces métalliques imprimées en 3D ?
R : Oui, le titane de grade 5 Ti 6-4 offre une excellente compatibilité avec les techniques de soudage TIG et laser pour l'assemblage d'ensembles imprimés complexes ou la réalisation de joints étanches grâce à une faible teneur en oxygène - bien meilleure que l'acier inoxydable. Un blindage adéquat est toujours nécessaire.
Q : Quelle est l'industrie la plus demandeuse en matière de fabrication additive à partir d'alliages de titane ?
R : Le secteur aérospatial consomme actuellement plus de 50% de capacité de fabrication additive de titane grâce à des applications structurelles de grande valeur qui bénéficient grandement de la réduction du poids par le biais de conceptions topologiques optimisées et de la consolidation de composants assemblés de manière conventionnelle.
Q : Un traitement thermique de post-traitement est-il nécessaire pour les pièces en titane fabriquées par les méthodes de fusion sur lit fluidisé ?
R : Oui, la détente, le pressage isostatique à chaud, le traitement en solution et le vieillissement sont tous des traitements thermiques nécessaires pour les composants en titane imprimés en 3D afin d'obtenir une stabilité dimensionnelle, une transformation microstructurelle et des propriétés mécaniques optimales telles que la dureté, la résistance à la traction et la limite d'élasticité.
Q : Quelle composition d'alliage de titane est préférable pour les applications d'implants médicaux - Ti64 ou Ti6242 ?
R : Bien que les deux alliages Ti6Al4V et Ti6242 permettent de fabriquer des implants imprimés biocompatibles adaptés à l'anatomie du patient, les chirurgiens orthopédiques préfèrent l'alliage contenant le moins de vanadium en raison de problèmes d'ostéointégration empêchant la croissance osseuse, de sorte que le Ti6242 est davantage utilisé.
Obtenir le dernier prix
À propos de Xmetto
Catégorie de produits
HOT SALE



CONTACTEZ-NOUS
Vous avez des questions ? Envoyez-nous un message dès maintenant ! Nous répondrons à votre demande avec toute une équipe dès réception de votre message.