ニッケル合金X750粉末
ニッケル合金X750は、優れた耐食性と耐酸化性を持つ析出硬化型ニッケルクロム合金です。時効硬化後も強度、靭性、延性を保持し、高温強度も優れています。
X750は、焼鈍状態で良好な成形性を有し、標準的な加工方法で容易に製造できる。鍛造や熱間加工も容易である。冷間成形には特に問題はない。溶接性も優れている。
ここでは、ニッケル合金X750粉末の特性と用途について説明します:
低いMOQ
さまざまなニーズに対応するため、最低注文数量を少なくしています。
OEM & ODM
顧客独自のニーズに応えるため、カスタマイズされた製品とデザインサービスを提供する。
十分な在庫
迅速な注文処理と、信頼できる効率的なサービスの提供。
顧客満足度
顧客満足を核とした高品質の製品を提供する。
この商品を共有する
目次
概要
ニッケル合金X750粉末 は析出硬化型のニッケルクロム合金で、優れた耐食性と耐酸化性を持つ。時効硬化後も強度、靭性、延性を保持し、高温強度も優れています。
X750は、焼鈍状態で良好な成形性を有し、標準的な加工方法で容易に製造できる。鍛造や熱間加工も容易である。冷間成形には特に問題はない。溶接性も優れている。
ここでは、ニッケル合金X750粉末の特性と用途について説明します:
構成:
- ニッケル70%
- クロム:15%
- 鉄:7%
- チタンとアルミニウムの追加
プロパティ
- 優れた耐腐食性と耐酸化性
- 704°C(1300°F)まで高い強度と靭性を保持
- エイジ・ハードナブル
- 製造が容易
- 良好な溶接性
アプリケーション
- ガスタービン部品
- ターボチャージャー部品
- 熱処理治具
- 核燃料要素スペーサー
- 化学・食品加工機器
種類と呼称
ニッケル合金X750粉末は、異なる粒度分布で入手可能です:
| タイプ | 粒子径 |
|---|---|
| ファイン・グレード | 15-45 μm |
| 中級 | 45-106 μm |
| 粗目 | 106-250 μm |
また、いくつかの標準仕様と呼称がある:
- UNS N07750
- WNR 2.4668
- AMS 5667
- ASME SB-171
- ASTM B640
組成と特性
ニッケル合金X750粉末の代表的な組成と特性は以下の通りである:
表1: ニッケル合金X750粉末の化学組成
| エレメント | 組成(%wt) |
|---|---|
| ニッケル(Ni) | 70.0分 |
| クロム(Cr) | 14.0-17.0 |
| 鉄(Fe) | 5.0-9.0 |
| チタン(Ti) | 0.7-1.2 |
| アルミニウム(Al) | 0.2-1.0 |
| カーボン(C) | 最大0.08 |
| マンガン (Mn) | 最大1.0 |
| ケイ素 (Si) | 最大1.0 |
| 銅(Cu) | 最大0.5 |
| 硫黄(S) | 最大0.015 |
| リン (P) | 最大0.015 |
表2: ニッケル合金X750粉末の物理的性質
| プロパティ | 価値 |
|---|---|
| 密度 | 8.36 g/cc |
| 融点 | 2400-2550°F(1315-1399°C) |
| 熱伝導率 | 9.4~12.4W/m・K(68~218°F) |
| 弾性係数 | 31 x 106 psi |
| 電気抵抗率 | 617 μΩ-cm |
| 熱膨張係数 | 8.1 x 10-6/°F (14.6 μm/m-°C) |
表3: ニッケル合金X750粉末の機械的性質
| 機械的性質 | 価値 |
|---|---|
| 引張強度 | 190-240 ksi (1310-1655 MPa) |
| 0.2% 降伏強さ | 140-190 ksi (965-1310 MPa) |
| 伸び | 10-22% |
| 硬度 | ロックウェルC 35-45 |
用途と用途
ニッケル合金X750粉末の主な用途には、以下のようなものがある:
表4: ニッケル合金X750粉末の用途
| 産業 | アプリケーション |
|---|---|
| 航空宇宙 | ガスタービンエンジン部品、ターボチャージャー部品 |
| 自動車 | 排気バルブと部品 |
| インダストリアル | 熱処理治具およびトレイ |
| 石油・ガス | 坑口部品、バルブ、ポンプ |
| ケミカル | 原子炉容器、配管、熱交換器 |
| 食品加工 | 圧力容器、蒸発器 |
| 原子力 | フューエルエレメントスペーサーとスプリング |
優れた耐熱性と耐腐食性により、X750はガスタービン、ターボチャージャー、工業炉、その他704°C(1300°F)までの過酷な用途に見られる高温環境での使用に適している。
その高い強度は、バルブ、ポンプ、高圧容器や配管のような機械的応力のかかる部品にとって貴重である。
卓越した室温引張特性、降伏特性、クリープ破断特性は、耐酸化性と加工性と相まって、多くの重要な化学処理産業用途で実証済みの利点を提供します。
仕様と入手可能性
ニッケル合金X750粉末は、世界の主要な特殊金属サプライヤーから様々なサイズ分布で容易に入手可能です:
表5: ニッケル合金X750粉末のサイズと寸法
| タイプ | 粒子径 | **ASTMスクリーンサイズ |
|---|---|---|
| ウルトラファイン | 1~5μm | 該当なし |
| ファイン | 15-45 μm | -325メッシュ |
| ミディアム | 45-106 μm | 140-325メッシュ |
| 粗目 | 106-250 μm | -140メッシュ |
表6: ニッケル合金X750粉末の価格目安
| タイプ | 状態 | 価格($/kg) |
|---|---|---|
| パウダー | -325メッシュ | $75 – $150 |
| パウダー | 140-325メッシュ | $50 – $120 |
| パウダー | -140メッシュ | $45- $100 |
価格は数量と正確な仕様によって異なります。カスタムメイドのお見積もりについては、主要メーカーやサプライヤーにお問い合わせください。
合金718との比較
ニッケル合金X750は、一般的な合金718と同様の組成を持つ高性能ニッケル・クロム系合金である。
ここでは合金X750粉末と合金718粉末の主要パラメータを比較する:
表8: ニッケル合金X750と合金718の比較
| プロパティ | X750 | 718 |
|---|---|---|
| 密度 (g/cc) | 8.36 | 8.19 |
| 溶融範囲 | 2400-2550 | 2300-2350 |
| 引張強さ(ksi) | 190-240 | 160-220 |
| クリープ強度 | より良い | グッド |
| 加工性 | より良い | 中程度 |
| 溶接性 | 素晴らしい | 中程度 |
| 耐食性 | 素晴らしい | 中程度 |
| 耐酸化性 | 素晴らしい | 貧しい |
| コスト | 中程度 | 安価 |
| 空室状況 | 中程度 | すぐに入手可能 |
まとめると、アロイX750は証明している:
- 高温での使用に耐える高いクリープ強度
- 加工性と溶接性に優れ、製造が容易
- 耐食性と耐酸化性が大幅に向上
- 718よりも中程度のコスト・プレミアム
合金X750は過酷な環境に適しており、合金718はそれほど重要でない用途により経済的なソリューションを提供する。
利点と限界
ニッケル合金X750粉末の主な利点と限界には、以下のようなものがある:
表9: ニッケル合金X750粉末の利点
| メリット |
|---|
| 優れた室温引張強さ、降伏強さ、破断強さ |
| 704°C(1300°F)まで引張強度を保持 |
| クリープや熱疲労割れに強い |
| 1800°F(982°C)までの還元性および酸化性媒体に対する卓越した耐食性 |
| 1204°C(2200°F)までの優れた耐酸化性 |
| アニール状態での良好な成形性 |
| 鍛造または熱間加工 |
| 従来の方法による溶接が容易 |
加工と製造
ニッケル合金X750粉末は、様々な方法で完成部品に加工することができます:
キャスティング
- インベストメント鋳造が一般的。セラミック鋳型は、2600~2800°F(1427~1538℃)での注湯を可能にする。健全性の高い鋳物ができる。
- 砂型鋳造も可能だが、健全性を得るためには液体金属を余分に供給する必要がある。特殊な砂結合剤が必要な場合もある。
- シェルモールド鋳造は、インベストメント鋳造に匹敵する製品が得られる。薄物ロールの製造が可能。
- 黒鉛鋳型での連続鋳造は、さらなる加工用のビレットを製造するために広く使用されている。
表11: 鋳造仕様
| プロセス | サイズ | 公差 | 仕上げ |
|---|---|---|---|
| 投資 | 0.1-100 ポンド | ± 0.030 in/in | アスキャスト, HIP |
| 砂 | 25~2000ポンド | ± 0.125 in/in | アズキャスト、グラウンド |
| シェル | 0.5~75ポンド | ± 0.060 in/in | アスキャスト |
| 連続キャスト | 直径3~12インチのビレット | ±0.125インチ/インチ径 | ホットワーク |
ホット・ティア、マイクロ・ポロシティ、偏析などの典型的な鋳造欠陥が発生する可能性があるが、適切なゲート・ライザリング、鋳型設計、注湯・シェイクアウトの実施によって最小限に抑えることができる。
変形処理
熱間加工は2150-2300°F (1177-1260°C)の間で行われ、その後空冷される。温間加工は1900°F (1038°C)以下で行われる。冷間加工には中間焼鈍が必要な場合がある。
一般的な方法には以下のようなものがある:
- 鍛造:クローズドダイプロセスが最高の特性を生み出す
- 圧延:平面圧延と形状圧延の両方を行う。最小板厚圧下 30%
- 押出成形:直径8インチまでの断面で優れた特性を実現
- 伸線:重いワイヤー/バーの伸線が可能。中間軟化が必要な場合がある。
表12: 主な仕様
| 方法 | サイズ範囲 | 削減額 | 仕上げ |
|---|---|---|---|
| 鍛造 | 0.1-1000 ポンド | 30-90% | ホットワーク |
| ローリング | 0.05-500 ポンド | 30-80% | ホットバンド |
| 押出 | 0.5~500ポンド | 75-90% | 押出成形 |
| ドローイング | 直径0.003-3インチ | 30-65% | ブライトアニール |
接合プロセス
あらゆる標準的な方法で、X750部品を効果的に接合できます。最適な特性を得るためには、合金のマッチングが望ましい。
溶接: ガス・タングステン・アーク(GTAW)およびガス・メタル・アーク溶接(GMAW)が最も広く採用されている。抵抗溶接やレーザー・ビーム溶接が適用されることもある。適合組成のフィラー・ロッドが使用される。接合部は優れた強度を示す。割れを防ぐには、適切な予熱と溶接後の 熱処理が不可欠である。
ろう付け: 真空ろう付けは、強度と耐熱性の最良の組み合わせとなる。さまざまな銀ろう合金が使用され、ろう付けは1900~2000°F (1038~1093°C)で行われる。クリアランス、フラックス、雰囲気の管理が重要。
表13: 加入勧告
| プロセス | 方法 | フィラーメタル | コメント |
|---|---|---|---|
| 溶接 | GTAW、GMAW | 合金625、725 | 最大パス間温度を観察する |
| ろう付け | 真空 | 銀ろう | フラックスレスが望ましい |
| クラッディング | ロールボンディング | 銅合金 | ホットロールメッキ |
| ファスニング | ボルト、リベット | 合金X750 | 冷間加工穴を使う |
後処理
最適な特性を得るために、溶体化熱処理と時効硬化が施される:
ソリューション・トリートメント - 2100-2300°F(1149-1260°C)で行い、その後空気または水で焼入れを行う。その後の時効硬化が可能。
年齢による硬化 - 1325~1425°F(±25°F)で10~50時間熟成後、空冷する。析出硬化により最大強度を得る。
オプションの安定化処理では、850~1200°Fで1~16時間行い、将来の特性変化に対して安定化させる。
表14: 後処理仕様
| プロセス | 治療 | 期待される特性 |
|---|---|---|
| ソリューション・トリートメント | 2150°F(1177°C)、30分、AC | 最適化された微細構造 |
| 年齢による硬化 | 1350°F(732°C)、24時間、AC | 190-240 ksi UTS |
| 安定化 | 1000°F(538°C)、4時間、AC | 安定した硬度 |
パウダー製造
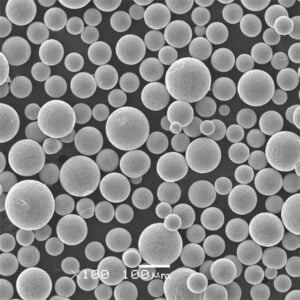
ニッケル合金X750粉末は、ガスアトマイズ法と水アトマイズ法により商業生産されています。専用ノズルと篩い分けにより、粒度分布を厳密に制御。コンタミネーションを防止するため、高純度の不活性ガスを使用。
表15: パウダーの製造方法
| プロセス | サイズ | レート | 純度 |
|---|---|---|---|
| ガス噴霧 | 10-250 μm | 30~200kg/時 | 99.9% |
| 水の霧化 | 25-150 μm | 毎時20~100kg | 99.7% |
ガスアトマイズパウダーと水アトマイズパウダーはいずれも、積層造形、金属射出成形、その他の粉末冶金用途に理想的な球状粒子形態を示す。
設計データ
ニッケル合金X750の主要な設計データパラメータを以下にまとめましたので、エンジニアリングや部品設計の際の参考にしてください:
表16: ニッケル合金X750の設計データパラメータ
| カテゴリー | 価値観 | コメント |
|---|---|---|
| 密度 | 0.302 lb/in3 | 中程度の体重 |
| ヤング率 | 30.8 x 106 psi | 硬さ |
| ポアソン比 | 0.294 | – |
| せん断弾性率 | 11.7 x 106 psi | 形状変化への抵抗 |
| 電気抵抗率 | 617 μΩ-cm | 銅より高い抵抗 |
| 摩擦係数 | 0.46-0.80 | 表面仕上げにより異なる |
| 熱伝導率 | 113~124BTU・in/hr・ft2・°F | ステンレス鋼より高い |
| 比熱 | 0.106 BTU/lb-°F | – |
| 平均CTE | 7.3 x 10-6 in/in-°F | 平均RT-500°F |
| プランドル数 | 0.012 | 運動量拡散率と熱拡散率の比 |
| 熱伝達率 | 120-200BTU/時-ft2-°F | 環境による |
構造荷重条件
極端な温度での構造工学的計算には、これを使用する:
- 引張降伏強さ: 140-190 ksi
- 圧縮降伏強さ: 170-220 ksi
- モジュラー比、E(合金X750)/E(スチール): 1.0
室温~500°F - 0.002インチ/年以下の中程度の腐食速度が予想される。
最高 1900°F - 高温腐食と酸化に対する優れた耐性。放物線速度定数kp = 3.4 x 10-8 mg2/cm4/sを使用。
耐クリープ性と耐疲労性
合金X750は優れた耐クリープ性を示す。1300°F(980℃)で10万時間の破断強度は80ksi以上。
繰り返し疲労条件には、これを使用する:
- 95~100ksiの耐久(106サイクル)疲労強度
- 製造時の表面仕上げよりも機械加工された表面仕上げの方が低減係数が1.0大きくなる
環境は疲労強度にほとんど影響しない。大気環境では疲労低減係数=0.95を使用する。
ニッケル合金X750の加工
ニッケル合金X750は、焼鈍状態では優れた被削性を有し、ほとんどの標準的な加工方法と工具で加工できる。
効果的な切りくず処理にはチップブレーカーを推奨。振動を最小限に抑えるため、強固なセットアップが必要。鋭い切れ刃を持つポジティブレーキ切削工具は、最も長い工具寿命を提供する。
熱伝導率が低いと熱が集中するので、大量のクーラントを使用する必要がある。
表17: 加工方法
| 方法 | 工具材料 | スピード/フィード | コメント |
|---|---|---|---|
| ターニング | 高速度鋼, 超硬, セラミック, CBN, PCD | 100-250 sfm | 重い切り込みを使う |
| 掘削 | TiAlNコーティング超硬合金 | 10-30 sfm | ペックドリル大径 |
| スレッディング | 超硬チップ | 4-10 ipr | ツールノーズ半径の維持 |
| ミーリング | カーバイド、 |
加工と製造
ニッケル合金X750粉末は、様々な方法で部品に加工することができます:
アディティブ・マニュファクチャリング
3Dプリンティングとしても知られる積層造形(AM)では、ニッケル合金粉末を原料として、コンポーネントを層ごとに作り上げます。X750に適したAM技術には、次のようなものがあります:
ダイレクトメタルレーザー焼結(DMLS)
- 高出力レーザーで粉体を選択的に溶かす
- 微細構造の完全な高密度部品を生産
- 優れた寸法精度と表面仕上げ
- 複雑な形状も可能
電子ビーム溶解(EBM)
- 真空中で粉末を電子ビームで溶かす
- フル密度に近い強度を実現
- レーザー加工と比較して低い表面仕上げ
- 高いビームパワーによる高速ビルドレート
バインダー・ジェット
- 粉末粒子を接合するために選択的に堆積された液体接合剤
- 高い生産性を備えた費用対効果の高いプロセス
- 焼結や浸透などの後処理が必要
- 幾何学的自由度が高く、より大きな部品が可能
コールドスプレー
- 超音速まで加速された粉末粒子が基材に衝突する。
- 運動エネルギーが粒子を表面に接着させる
- 厚塗りや自由形状も可能
- 最小限の加熱で母材の特性を維持
表11: ニッケル合金X750の積層造形プロセス
| プロセス | 精密 | 表面仕上げ | 機械的特性 | 幾何学 | スピード |
|---|---|---|---|---|---|
| DMLS | 高い | 素晴らしい | 予測可能 | コンプレックス | 遅い |
| EBM | 高い | 中程度 | 一貫性 | コンプレックス | 中程度 |
| バインダージェット | 中程度 | 貧しい | 可変 | シンプル | 速い |
| コールドスプレー | 低い | ラフ | 異方性 | シンプル | 速い |
レーザー出力、ビームサイズ、ハッチ間隔、スキャン戦略などのパラメータを最適化することで、部品密度、表面品質、微細構造、機械的性能を制御することができる。
熱間静水圧プレス(HIP)やエージングなどの熱処理は、高密度化と材料特性をさらに向上させるために後加工で施されることがある。
キャスティング
X750合金は、誘導溶解してインゴット、ビレット、棒鋼に鋳造することもできる:
- 真空誘導溶解
- エレクトロスラグ再溶解
- インベストメント鋳造
鋳造製品は、鍛造、圧延、押し出しなどの後続のブレークダウン作業の原材料となる。また、正味の形状部品に直接機械加工することもできます。
変形処理
鋳造ニッケル合金原料には、様々な変形技術を適用することができる:
鍛造
- 鋳造されたインゴットを金型間でプレスまたはハンマーで叩く
- グレインフローと加工硬化による強度向上
- ニアネットシェイプを実現
ローリング
- ロール間の圧縮と減厚
- シート、ストリップ、プレートを生産
- 粒子構造を制御し、特性を向上させる
押出
- 金型開口部からの押し込み
- 断面が固定された長いセクションを形成する
- 均一な細粒を持つ緻密な製品
ドローイング
- 引張力を利用して金型を通して引っ張る
- バー、チューブ、ワイヤーの断面を縮小
- 強度と硬度の向上
合金は、延性を回復させ、割れを避けるため、加工中に定期的にアニールされる。最終的な熱処理と時効処理は、望ましい特性を得るために行われます。
よくあるご質問
Q: ニッケル合金X750とは何ですか?
A: X750は析出硬化型のニッケル・クロム合金で、1300°F(700℃)までの優れた強度を持ち、優れた耐食性と耐酸化性を有し、加工特性も良好です。
Q: X750の典型的な用途は何ですか?
A: ガスタービン部品、ターボチャージャー部品、核燃料エレメント、化学処理装置、食品加工容器など、過酷な環境下で高温能力を必要とするあらゆる場所。
Q: ニッケル合金X750は溶接できますか?
A: はい、X750は高強度析出硬化合金としては良好な溶接性を有しています。ガス・タングステン・アーク溶接やガス・メタル・アーク溶接で健全な溶接部が得られます。溶接後に応力除去熱処理を行うことが多い。