チタン3Dプリンティングパウダー
チタン3dプリンティングパウダーは、航空宇宙、医療、自動車、工業分野での積層造形で幅広く使用されている、強力で軽量な構造用金属です。Ti-6Al-4Vのようなチタン合金粉末は、高強度、耐食性、生体適合性を備えた複雑な部品の3Dプリントを可能にします。
低いMOQ
さまざまなニーズに対応するため、最低注文数量を少なくしています。
OEM & ODM
顧客独自のニーズに応えるため、カスタマイズされた製品とデザインサービスを提供する。
十分な在庫
迅速な注文処理と、信頼できる効率的なサービスの提供。
顧客満足度
顧客満足を核とした高品質の製品を提供する。
この商品を共有する
目次
概要
チタンは強力で軽量な構造用金属であり、航空宇宙、医療、自動車、工業分野での積層造形で幅広く使用されています。Ti-6Al-4Vのようなチタン合金粉末は、高強度と耐食性、生体適合性を備えた複雑な部品の3Dプリントを可能にします。
選択的レーザー溶解(SLM)と電子ビーム溶解(EBM)は、微細なチタン粉末を機械加工や鋳造では実現不可能な複雑な設計の完全な高密度部品に加工することができます。このガイドでは、チタン合金の組成、特性データ、用途、プリンターのパラメーター、金属3Dプリンティングの利点を活用するサプライヤーについて説明します。
チタン印刷用粉末の組成
チタン合金は、チタンを主成分とし、アルミニウム、バナジウム、鉄、モリブデンなどの合金元素で構成され、特定の特性を向上させます。AM用の最も一般的なチタン等級は以下の通りです:
| 合金 | Tiコンテンツ | 主要合金元素 |
|---|---|---|
| Ti-6Al-4V | バル88%+ | アルミニウム 6%、バナジウム 4% |
| Ti-6Al-4V ELI | バル89%+ | アルミニウム 6%、バナジウム 4% |
| Ti 6242 | バル | アルミニウム 6%、モリブデン 2% |
| Ti64 | バル90% | アルミニウム 6%、バナジウム 4% |
- Ti-6Al-4V(グレード5)は最も一般的なチタン合金で、その強度は+Al安定化と+V析出硬化によるものです。超低歪み(ELI)変種は高い延性を持つ。
- Ti 6242合金は、オッセオインテグレーションを必要とする生体適合性の高い整形外科インプラントに適するよう、バナジウムの一部を置き換えている。
- 鉄、酸素、窒素、炭素などの微量元素は、規定値を超えて存在すると機械的特性に悪影響を及ぼすため、最小限に抑えられている。
金属チタン印刷粉末の特性
チタン合金を航空機や医療製品に魅力的なものにする主な材料特性には、以下のようなものがあります:
| プロパティ | Ti-6Al-4V | Ti-6Al-4V ELI |
|---|---|---|
| 密度 | 4.43 g/cm3 | 4.43 g/cm3 |
| 融点 | 1604-1660°C | 1650°C |
| 引張強度 | 895-975 MPa | 860-965 MPa |
| 降伏強さ(0.2%オフセット) | 825-869 MPa | 795-827 MPa |
| 伸び | 10-16% | >15% |
| ヤング率 | 114 GPa | 105GPa |
| 熱伝導率 | 7.0 W/m-K | 7.2 W/m-K |
| 電気抵抗率 | 170-173 μΩ-cm | 198 μΩ-cm |
- 低密度(鋼鉄の半分)に対する高強度により、チタン部品は軽量化されます。腐食の問題を回避しながら、一般的なアルミニウム合金を上回る強度を実現。
- 冷間成形に十分な延性を持つ。Ti64 ELIのような超低間充てん材は、伸びをさらに高める。
- 溶融は1600℃を超える。400~500℃でも良好な特性を維持。
- 火花を避け、熱を遮断するため、熱伝導率と電気伝導率はかなり低い。
金属3Dプリントチタン部品の用途
航空宇宙
- 機体構造用ブラケット、リブ、インペラ、付属品
- 軽量化されたターボチャージャーハウジングと熱交換器
- ジェットエンジンのタービンセクションに統合されたコンフォーマル冷却チャンネル
- コンポーネントに合わせてカスタマイズされたUAV/ドローンフレーム
医療・歯科
- 寛骨臼カップのような膝、股関節、脊椎、顎の整形外科用インプラント
- クラウンおよびブリッジ用の歯科用アバットメント
- 患者の解剖学的構造に合わせてカスタマイズされた頭蓋再建プレート
自動車
- モーターハウジング・ブラケットとサスペンション部品
- 射出成形金型に統合されたコンフォーマル密着冷却
- 複雑なエアフロー形状を持つ軽量ブレーキ・ディスク・ローター
チタン3Dプリントのプロセスパラメータ
粉末床溶融プロセスでチタン粉末材料を使用する際の主要パラメータ:
LPBFの設定
| パラメータ | レンジ |
|---|---|
| レーザー出力 (W) | 170-380W |
| スキャン速度(mm/s) | 700~1100mm/秒 |
| ビーム径 (μm) | 75-115 μm |
| レイヤーの高さ (μm) | 20-75 μm |
| ハッチ間隔(μm) | 80-160 μm |
| シールドガス | アルゴン |
EBMの設定
| パラメータ | レンジ |
|---|---|
| ビームパワー (W) | 3 kW |
| ビーム速度 (mm/s) | 最大8 m/s |
| ビームサイズ (mm) | 0.2-0.4 |
| レイヤーの高さ (mm) | 0.05-0.2 |
| ビルド温度 (°C) | 650-800°C |
LPBFは支持構造を必要とするが、EBMは補助なしで金属を製造する。≥99%の密度は、応力除去および熱間静水圧プレス後に達成される。最小肉厚は通常100~150ミクロンに達する。
チタン印刷粉のサプライヤー
主要な金属製造企業は、添加プロセス用のチタン粉末を認証している:
| 会社概要 | Tiグレード | 形態学 | 粒子径 |
|---|---|---|---|
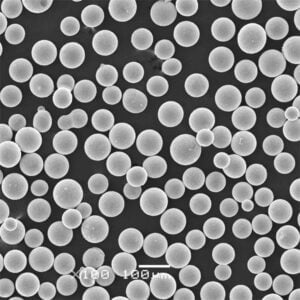
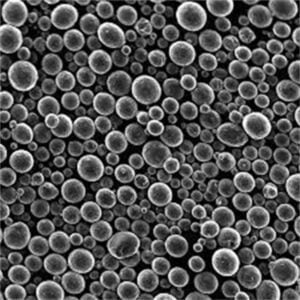
| エーピーアンドシー | Ti-6Al-4V、Ti64 ELI | プラズマアトマイズ、球状 | 15-53ミクロン |
| テクナ | Ti-6Al-4V、Ti 6242 | プラズマ噴霧 | 15-45ミクロン |
| カーペンター添加剤 | Ti-6Al-4V、Ti 6242 | ガスアトマイズド | 10~45ミクロン |
| ATI粉末冶金 | Ti-6Al-4V | プラズマ噴霧 | 10~45ミクロン |
| サンドビック・オスプレイ | Ti6Al4V、Ti6242、Ti64 ELI | ガス噴霧、球状 | 15-100ミクロン |
チタン印刷パウダーのコスト
高性能アプリケーション用の高度な軽量合金として、チタンパウダーはプレミア価格で取引されています:
- 材料価格は1kgあたり$200~$500
- より厳しい粒子径と高純度のカスタム合金は、さらにコストを上昇させる。
- リサイクルパウダーは、流動性が良いと仮定すれば安価である。
チタン3Dプリント部品の後処理
印刷後、チタン部品は次の工程を経る:
サポートの取り外し - アクセス可能な場所では、EDM切断によって慎重にサポートを分離し、小さなフィーチャーをスナップオフする。
応力緩和 - アルゴン中で650℃、2時間、ビルドプレート全体をゆっくりと熱処理し、残留応力を低減する。
熱間静水圧プレス - 920℃、100MPa、3時間のHIP処理により内部ボイドを閉鎖 >99%密度
ソリューション・トリートメント - 705℃で1時間浸漬した後、空気/水による急冷を行い、所望の微細構造を形成させる。
機械加工 - 寸法公差のニーズを満たすために、重要な合わせ面をCNCフライス加工する。
ブラスト+アシッドエッチング - アルミナショットピーニングと酸エッチングによる表面の清浄化
品質テスト - 化学的性質、微細構造、層ごとの品質、機械的特性が仕様を満たしていることを確認する。
チタン3Dプリンティングの規格
| スタンダード | タイトル | 組織 |
|---|---|---|
| ASTM F2924 | 粉末床溶融法によるチタン-6アルミニウム-4バナジウム積層造形標準仕様書 | ASTM |
| ASTM F3001 | 粉末床溶融による積層造形チタン-6アルミニウム-4バナジウムELI(Extra Low Interstitial)標準仕様書 | ASTM |
| AMS 2801 | チタン合金部品の熱処理 | SAEインターナショナル |
| AMS 2879 | ガスアトマイズ法 Ti粉末 | SAE |
| AMS 700 | 粉末および粉末冶金製品の分析手順と試験方法 | SAE |
チタンを用いた粉末床印刷の将来展望
現在、航空宇宙が部品の大幅な統合と軽量化の恩恵を受けて70%の需要を牽引している一方で、チタンAMの採用は、コストの低下に伴い、自動車、スポーツ用品、およびより多くの消費者セクター全体で加速するでしょう。より多くのチタンプリント用途は以下の通りです:
航空宇宙 - タービンブレードや将来の客室部分のような、より大型で完全印刷された一次構造は、設計の複雑さ、部品組立の統合、耐腐食性といった強みを生かすことができる。
バイオメディカル- チタンの生体適合性と骨結合能力によって可能になる、組織の成長を促進する格子状の内部を持つ、解剖学的にカスタマイズされた脊椎ケージのような、患者に適合した補綴物やインプラントの増加。
自動車 - コネクティングロッドやクランクシャフトなどのサスペンション、シャシー、パワートレイン・コンポーネントを軽量化し、高性能バルブやピストンは耐疲労性と耐高温性を備えている。
石油・ガス - 硫化水素や塩化物を含む高温の酸性環境での耐食性を利用した坑口バルブ本体と掘削工具。流量が最大になるように設計されています。
消費者製品 - 自転車のフレームやゴルフクラブのヘッドなど、スポーツギアを個人に合わせてカスタマイズ。高い強度対重量比と形状の柔軟性を活用。
チタン粉体ベッド3Dプリンタのバイヤーズガイド
プリンターに関する主な考慮事項は以下の通り:
精密 - 厳密なメルトプール制御と較正により、大規模製造における機械的特性の一貫性を確保
不活性雰囲気 - 高純度アルゴンに反応性チタンを使用し、酸素や窒素による汚染を防ぐ。
オートメーション - 粉体ハンドリングシステムにより、被ばくを最小限に抑え、連続生産を容易にします。
スマート・ソフトウェア - 熱履歴に適応した特殊なスキャン戦略
主要モデルは以下の通り:
- 3Dシステムズ DMPファクトリー500
- GEアディティブコンセプトレーザーXline 2000R
- EOS M 400-4 4レーザーシステム
- レニショー RenAM 500 クアッドレーザーマシン
コスト比較:チタン積層造形と機械加工の比較
| コスト面 | 添加物製造 | CNC加工 |
|---|---|---|
| 材料費 | $200〜$500/kg | $100〜$150/kg |
| 労働 | ~生産時間の2~3倍 | プロセス時間の短縮 |
| 設備利用 | ~プリンター1時間当たり$50 | $70-$200/CNC機械1時間あたり |
| バイ・トゥ・フライ比率 | 1:1の効率的な使用 | 最大20:1の材料の無駄 |
| 今日の総費用 | 1kgあたり$150-$1000 | $50〜$200/kg |
| 今後の生産見通し | $50〜$150/kg | 混乱はない見込み |
今日の積層造形は、購入量や期待される品質にもよるが、従来のチタン機械加工の2~10倍のコストがかかるが、設計の自由度は高い。
AMの生産性が向上し、より多くの最終用途の部品が各産業で承認されるにつれ、大幅な軽量化と部品の統合(最大65%の軽量化が実証された)を組み込むことで、機械加工に匹敵するコストになると予測される。
環境への影響:機械加工と比較した金属3Dプリンティング
| サステナビリティ指標 | 金属積層造形 | CNC金属加工 |
|---|---|---|
| エネルギー使用 | HIGH - 選択的光線送りポイント・バイ・ポイント | エネルギー強度の低下 |
| 材料効率 | ネットシェイプに近く、無駄が少ない | 最大90%の材料がストック・バーの差し引きで無駄になる |
| 再利用性 | 90%+粉体回収、リサイクル | 金属チップには再利用経路がない |
| CO2排出量 | 完成品1個当たりのエネルギー量を低減 | 同じ成分で排出される炭素量が比較的多い |
局所的なエネルギー消費は高いものの、AMは軽量化された最適設計と粉末の再利用によって大幅な材料節約を可能にし、システムレベルでの環境フットプリントを最小化する。
金属粉末床3DプリンティングFAQ
Q: AMに使用されるチタン粉末は、どのような粒度分布が推奨されますか?
A: ほとんどの3Dプリンティング用チタンパウダーの粒子径は15ミクロンから45ミクロンです。中には105ミクロンまであるものもあります。重要なのは、粉末の流動性と充填密度です。
Q: アズプリントのチタン部品の密度を100%近くまで向上させるには、どのような後処理方法がありますか?
A: 3Dプリントしたビルドプレート全体を、100MPaの圧力下、約920℃の温度で3時間以上かけて熱間静水圧プレスすることは、サポート除去後のチタンプリント部品内の内部ボイドや微細孔を完全に塞ぐために必要です。
Q: Ti-6Al-4Vチタン合金は、金属3Dプリント部品の後加工に適した溶接性を持っていますか?
A: はい、グレード5チタン6-4チタンは、複雑な印刷アセンブリの接合や、低酸素含有量のおかげで水密シールを提供するためのTIGやレーザー技術を通じて、ステンレス鋼よりもはるかに優れた溶接適合性を提供します。適切なシールドが必要です。
Q: チタン合金を使った金属積層造形の需要を最も牽引している産業は何ですか?
A: 航空宇宙分野では、現在50%以上のチタン積層造形能力が消費されています。これは、トポロジーの最適化設計と従来の組み立て部品の統合による軽量化の恩恵を大きく受ける高価値の構造用途のおかげです。
Q: パワーベッドフュージョン法で作られたチタン部品には、加工後の熱処理は必要ですか?
A: はい、応力除去、熱間静水圧プレス、溶体化処理、時効処理はすべて、寸法安定性、微細構造の変化、硬度、引張強さ、降伏強さなどの最適な機械的特性を達成するために、3Dプリントチタン部品に必要な熱処理です。
Q: 医療用インプラントには、Ti64とTi6242のどちらのチタン合金が適していますか?
A: Ti6Al4VもTi6242も、患者の解剖学的構造に適合した生体適合性の高いプリント・インプラントを作るが、整形外科医は、骨の成長を妨げるオッセオインテグレーションの懸念から、バナジウムの少ない合金を好むので、Ti6242の使用率が高い。