Titanium 3D Printing Powder
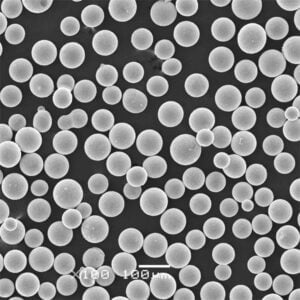
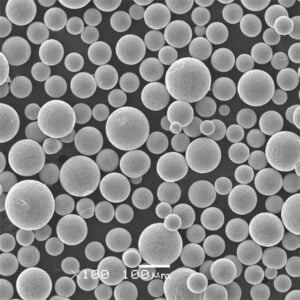
titanium 3d printing powder is a strong, lightweight structural metal gaining extensive use in additive manufacturing across the aerospace, medical, automotive and industrial sectors. Titanium alloy powders like Ti-6Al-4V enable complex parts to be 3D printed delivering high strength along with corrosion resistance and biocompatibility.
Low MOQ
Provide low minimum order quantity to meet different needs.
OEM & ODM
Provide customized products and design services to meet unique customer needs.
Adequate Stock
Ensure fast order processing and provide reliable and efficient service.
Customer Satisfaction
Provide high quality products with customer satisfaction at the core.
share this product
Table of Contents
Overview
Titanium is a strong, lightweight structural metal gaining extensive use in additive manufacturing across the aerospace, medical, automotive and industrial sectors. Titanium alloy powders like Ti-6Al-4V enable complex parts to be 3D printed delivering high strength along with corrosion resistance and biocompatibility.
Selective laser melting (SLM) and electron beam melting (EBM) can process fine titanium powder into fully dense components with intricate designs not feasible through machining or casting. This guide covers Ti alloy compositions, properties data, applications, printer parameters and suppliers to leverage benefits with metal 3D printing.
Composition of Titanium Printing Powders
Titanium alloys comprise primarily titanium with other alloying elements like aluminum, vanadium, iron, molybdenum and more to enhance specific properties. Most common titanium grades for AM include:
| Alloy | Ti Content | Key Alloying Elements |
|---|---|---|
| Ti-6Al-4V | Bal. 88%+ | Aluminum 6%, Vanadium 4% |
| Ti-6Al-4V ELI | Bal. 89%+ | Aluminum 6%, Vanadium 4% |
| Ti 6242 | Bal. | Aluminum 6%, Molybdenum 2% |
| Ti64 | Bal. 90% | Aluminum 6%, Vanadium 4% |
- Ti-6Al-4V (Grade 5) is the most popular titanium alloy, with its strength coming from +Al stabilizing and +V precipitation hardening. An extra low interstitial (ELI) variant has high ductility.
- Ti 6242 alloy replaces some Vanadium to make it more suitable for biocompatible orthopedic implants requiring osseointegration.
- Trace elements like iron, oxygen, nitrogen and carbon are minimized as they adversely impact mechanical properties if present beyond specified limits.
Properties of Metal Titanium Printing Powders
Key material property attributes which make titanium alloys attractive for aircraft and medical products include:
| Property | Ti-6Al-4V | Ti-6Al-4V ELI |
|---|---|---|
| Density | 4.43 g/cm3 | 4.43 g/cm3 |
| Melting Point | 1604-1660°C | 1650°C |
| Tensile Strength | 895-975 MPa | 860-965 MPa |
| Yield Strength (0.2% Offset) | 825-869 MPa | 795-827 MPa |
| Elongation | 10-16% | >15% |
| Young’s Modulus | 114 GPa | 105 GPa |
| Thermal Conductivity | 7.0 W/m-K | 7.2 W/m-K |
| Electrical Resistivity | 170-173 μΩ-cm | 198 μΩ-cm |
- High strength relative to low density (half of steel) makes titanium components lighter. Strength surpasses common aluminum alloys while avoiding corrosion issues.
- Ductile enough for cold forming. Extra low interstitial variants like Ti64 ELI further boost elongation.
- Melting exceeds 1600°C. Maintains properties at 400-500°C nicely.
- Thermal and electrical conductivities are quite low to avoid sparks and isolate heat.
Applications of Metal 3D Printed Titanium Parts
Aerospace
- Structural airframe brackets, ribs, impellers and fittings
- Lightweighted turbocharger housings and heat exchangers
- Conformal cooling channels integrated into jet engine turbine sections
- Customized UAV/drone frames conforming to components
Medical and Dental
- Orthopedic knee, hip, spine and jaw implants like acetabular cups
- Dental abutments for crowns and bridges
- Customized cranial reconstruction plates specific to patient anatomy
Automotive
- Motor housing brackets and suspension components
- Conformal close-contour cooling integrated into injection molds
- Lightweight brake disc rotors with intricate air flow geometries
Process Parameters for 3D Printing Titanium
Key parameters when using titanium powder material in powder bed fusion processes:
LPBF Settings
| Parameter | Range |
|---|---|
| Laser Power (W) | 170-380W |
| Scan Speed (mm/s) | 700-1100mm/s |
| Beam Size (μm) | 75-115 μm |
| Layer Height (μm) | 20-75 μm |
| Hatch Spacing (μm) | 80-160 μm |
| Shielding Gas | Argon |
EBM Settings
| Parameter | Range |
|---|---|
| Beam Power (W) | 3 kW |
| Beam Speed (mm/s) | Up to 8 m/s |
| Beam Size (mm) | 0.2-0.4 |
| Layer Height (mm) | 0.05-0.2 |
| Build Temperature (°C) | 650-800°C |
LPBF requires support structures while EBM build metal without assistance. ≥99% density is achieved after stress relief and hot isostatic pressing. Minimum wall thicknesses reach 100-150 microns typically.
Suppliers of Titanium Printing Powders
Leading metal manufacturing companies have certified titanium powders for additive processes:
| Company | Ti Grade Offered | Morphology | Particle Size |
|---|---|---|---|
| AP&C | Ti-6Al-4V, Ti64 ELI | Plasma atomized, spherical | 15-53 microns |
| Tekna | Ti-6Al-4V, Ti 6242 | Plasma atomized | 15-45 microns |
| Carpenter Additive | Ti-6Al-4V, Ti 6242 | Gas atomized | 10-45 microns |
| ATI Powder Metals | Ti-6Al-4V | Plasma atomized | 10-45 microns |
| Sandvik Osprey | Ti6Al4V, Ti 6242, Ti64 ELI | Gas atomized, spherical | 15-100 microns |
Cost of Titanium Printing Powders
As an advanced lightweight alloy for high performance applications, titanium powder commands a premium:
- Material prices range from $200 to $500 per kg
- Custom alloys with tighter particle sizes and high purity further increase costs
- Recycled powder is cheaper assuming good flowability
Post Processing for Titanium 3D Printed Parts
After printing, titanium components undergo:
Support Removal – Carefully separate supports via EDM cutting where accessible, snap off smaller features
Stress Relieving – Gently heat treat entire build plate to 650°C for 2 hours in argon reducing residual stresses
Hot Isostatic Pressing – HIP process at 920°C and 100 MPa for 3 hours to close internal voids >99% density
Solution Treatment – Soak at 705°C for 1 hour then air/water quench to develop desired microstructure
Machining – CNC mill critical mating surfaces to meet dimensional tolerance needs
Blast + Acid Etch – Alumina shot peen followed by acid etching to clean surfaces
Quality Testing – Confirm chemistry, microstructure, layer-by-layer quality and mechanical properties meet specifications
Standards for Titanium 3D Printing
| Standard | Title | Organization |
|---|---|---|
| ASTM F2924 | Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion | ASTM |
| ASTM F3001 | Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion | ASTM |
| AMS 2801 | Heat Treatment of Titanium Alloy Parts | SAE International |
| AMS 2879 | Gas Atomization Process Ti Powder | SAE |
| AMS 700 | Analytical Procedures and Testing Methods for Powders and Powder Metallurgy Products | SAE |
Future Outlook for Powder Bed Printing Using Titanium
While aerospace drives 70% of demand currently thanks to significant part consolidation and weight saving benefits, titanium AM adoption will accelerate across automotive, sporting goods and more consumer sectors as costs decline. More Ti printed applications include:
Aerospace – Larger and fully printed primary structures like turbine blades and future passenger cabin sections, leveraging strengths in design complexity, part assembly consolidation and corrosion resistance.
Biomedical– Increased patient-matched prosthetics and implants like spinal cages customized to anatomy with lattice interiors that promote tissue ingrowth, enabled by titanium’s biocompatibility and bone bonding ability.
Automotive – Lightweighted suspension, chassis and powertrain components like connecting rods and crankshafts, and high performance valves and pistons benefitting from fatigue and elevated temperature resistance.
Oil and Gas – Wellhead valve bodies and drilling tools taking advantage of corrosion resistance in hot acidic environments containing hydrogen sulfide and chlorides. Architecture tailored to maximize flow.
Consumer Products – Customized sporting gear like bicycle frames and golf club heads matching profiles to individuals. Leverages high strength-to-weight and flexibility in shapes; Fuller adoption pending cost reductions.
Buyer’s Guide for Titanium Powder Bed 3D Printers
Key printer considerations include:
Precision – tight melt pool control and calibration for mechanical property consistency across large builds
Inert Atmosphere – high purity argon critical with reactive titanium material to prevent contamination from oxygen, nitrogen
Automation – powder handling systems to minimize exposure and facilitate continuous production
Smart Software – special scanning strategies adapting to thermal history
Leading models include:
- 3D Systems DMP Factory 500
- GE Additive Concept Laser Xline 2000R
- EOS M 400-4 4-laser system
- Renishaw RenAM 500 Quad laser machine
Cost Comparison: Titanium Additive Manufacturing vs Machining
| Cost Aspect | Additive Mfg | CNC Machining |
|---|---|---|
| Material Cost | $200-$500 per kg | $100-$150 per kg |
| Labor | ~2-3X production time | Faster process time |
| Equipment Utilization | ~$50 per printer hour | $70-$200 per CNC machine hour |
| Buy-to-Fly Ratio | 1:1 efficient use | Up to 20:1 material wasted |
| Total Cost Today | $150-$1000 per kg | $50-$200 per kg |
| Future Production Forecast | $50-$150 per kg | No disruption expected |
Additive manufacturing today costs anywhere from 2-10X conventional titanium machining depending on buy quantities and quality expectations but offers greater design freedom.
As AM productivity rises and more end use components are approved across industries, the forecasted costs become competitive with machining by embedding significant lightweighting and part consolidation – up to 65% weight reduction demonstrated.
Environment Impact: Metal 3D Printing Compared to Machining
| Sustainability Metric | Metal Additive Manufacturing | CNC Machining Metals |
|---|---|---|
| Energy Use | HIGH – Selective ray feeds point-by-point | Lower energy intensity |
| Materials Efficiency | Near net shape, very little waste | Up to 90% materials wasted from subtracting stock bars |
| Reusability | 90%+ powder recovery, recycled | Metal chips do not have reuse pathways |
| CO2 Emissions | Lower energy per finished part | Comparatively more carbon emitted for same component |
Despite high localized energy consumption, AM enables significant materials savings from lightweight optimized designs and powder reuse to minimize environmental footprint at a system level.
Metal Powder Bed 3D Printing FAQs
Q: What particle size distribution is recommended for titanium powders used in AM?
A: Most titanium powders for 3D printing have particle sizes ranging from 15 microns up to 45 microns. Some distributions go up to 105 microns. Key is high powder flow ability and packing density.
Q: What post processing method is used to improve as-printed titanium part density to near 100%?
A: Hot isostatic pressing the entire 3D printed build plate at temperatures around 920°C under 100 MPa pressure for 3+ hours is necessary to fully close internal voids and microporosity within titanium printed parts after supports are removed.
Q: Does Ti-6Al-4V Titanium alloy have good weldability for post processing metal 3D printed parts?
A: Yes grade 5 Ti 6-4 titanium offers excellent welding compatibility through TIG and laser techniques for joining complex printed assemblies or providing water-tight seals thanks to low oxygen content – much better than stainless steel. Proper shielding still required.
Q: What industry drives the most demand for metal additive manufacturing with titanium alloys?
A: The aerospace sector consumes over 50% of titanium additive manufacturing capacity currently thanks to high-value structural applications benefiting greatly from weight reduction through topology optimized designs and consolidation of conventionally assembled components.
Q: Is any post processing heat treatment required for titanium parts made via power bed fusion methods?
A: Yes, stress relief, hot isostatic pressing, solution treating and aging are all required heat treatments for 3D printed titanium components to achieve dimensional stability, microstructural transformation, and optimal mechanical properties like hardness, tensile and yield strengths.
Q: Which titanium alloy composition is preferred for medical implant applications – Ti64 or Ti6242?
A: While both Ti6Al4V and Ti6242 make biocompatible printed implants to match patient anatomy, orthopedic surgeons prefer the alloy with lower vanadium due to osseointegration concerns preventing bone growth so Ti6242 sees higher usage.
Get Latest Price
About Xmetto
Product Category
HOT SALE



CONTACT US
Any questions? Send us message now! We’ll serve your request with a whole team after receiving your message.