Сплав X-750 Порошок
Порошковая металлургия сплава X-750 позволяет изготавливать детали такими методами, как литье металлов под давлением (MIM), горячее изостатическое прессование (HIP), аддитивное производство и напыление. Эти методы позволяют изготавливать небольшие сложные детали с тонкой микроструктурой.
Низкая стоимость заказа
Обеспечиваем низкую минимальную партию заказа для удовлетворения различных потребностей.
OEM И ODM
Предоставление индивидуальных продуктов и услуг по проектированию для удовлетворения уникальных потребностей заказчиков.
Достаточный запас
Обеспечить быструю обработку заказов и предоставить надежный и эффективный сервис.
Удовлетворенность клиентов
Обеспечивать высокое качество продукции, ставя во главу угла удовлетворение потребностей клиентов.
поделиться этим продуктом
Оглавление
Сплав X-750 - это никель-хромо-железо-молибденовый сплав, обладающий превосходной коррозионной стойкостью и высокотемпературной прочностью. Он широко используется в областях, где требуется устойчивость к водной коррозии, окислению и другим химическим средам.
Порошковая металлургия сплава X-750 позволяет изготавливать детали такими методами, как литье металлов под давлением (MIM), горячее изостатическое прессование (HIP), аддитивное производство и напыление. Эти методы позволяют изготавливать небольшие сложные детали с тонкой микроструктурой.
Обзор порошка сплава X-750
Порошок сплава X-750 обладает следующими основными характеристиками:
Состав: Никель-хромо-железный сплав с добавками молибдена, титана, алюминия и ниобия
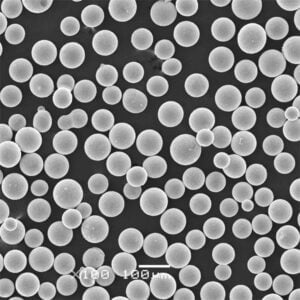
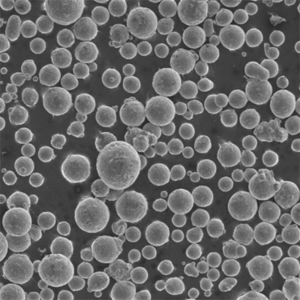
Форма частиц: Сферические, неправильные или смешанные
Диапазон размеров: 1-100 микрон
Распространенные типоразмеры: -100 меш, -325 меш, 10-45 микрон
Методы производства: Распыление газа, распыление воды
Основные свойства: Отличная коррозионная стойкость, высокотемпературная прочность, стойкость к окислению, фазовая стабильность
Основные области применения: MIM, HIP, AM, термическое напыление покрытий
Преимущества: Позволяет изготавливать небольшие сложные детали, контролировать микроструктуру, производить детали практически чистой формы
Ограничения: Более высокая стоимость по сравнению с коваными изделиями, сложности с обработкой порошка, необходимость оптимизации параметров
Химический состав
Порошок сплава X-750 имеет типичный состав, как показано ниже:
Состав порошка сплава X-750
| Элемент | Вес % |
|---|---|
| Никель (Ni) | 72,0 мин |
| Хром (Cr) | 14.0-17.0 |
| Железо (Fe) | 5.0-9.0 |
| Молибден (Mo) | 8.0-10.0 |
| Титан (Ti) | 0.7-1.2 |
| Алюминий (Al) | 0.2-0.8 |
| Ниобий (Nb) | 0.4-1.0 |
Никель обеспечивает коррозионную стойкость, хром повышает высокотемпературную прочность, а молибден - сопротивление ползучести. Незначительные добавки титана, алюминия и ниобия оптимизируют механические свойства. Состав сбалансирован для обеспечения максимальной производительности в жестких условиях эксплуатации при температуре до 1300°F.
Характеристики порошка
Порошок сплава X-750 характеризуется такими свойствами, как форма частиц, распределение по размерам, скорость потока, кажущаяся плотность и микроструктура.
Форма частиц
- Сферические, спутниковые, неправильные или смешанные
- Сферичность влияет на плотность упаковки, текучесть
- Спутники могут вызывать проблемы с разделением
Распределение по размерам
- Представлен размерами частиц D10, D50 и D90
- Узкое распределение обеспечивает равномерность свойств
- Обычные размеры: -100 меш, -325 меш, 10-45 микрон.
Скорость потока
- Угол откоса менее 30° обеспечивает хорошую текучесть.
- Влияние таких факторов, как форма частиц, диапазон размеров
- Важно для подачи порошка во время AM или MIM
Кажущаяся плотность
- Плотность упакованного порошкового слоя, обычно 40-60% плотности сплава
- Влияет на плотность и свойства конечной детали
Внутренняя микроструктура
- Порошок, распыляемый газом, имеет мелкие зерна и дефекты
- Порошок, распыляемый водой, имеет крупные спутники и поры
- Дефекты могут стать точками отказа во время обслуживания
Методы получения порошков
Два основных способа производства порошка сплава X-750::
Газовая атомизация
- Поток расплавленного сплава наталкивается на газовые струи
- Производит сферические частицы с меньшим захватом кислорода
- Позволяет лучше контролировать распределение размеров
Распыление воды
- Расплавленный поток попадает на водяные струи
- Получаются более мелкие частицы, чем при газовом распылении
- Вызывает высокое содержание кислорода и спутников
Порошок, распыляемый газом, обладает общими характеристиками порошка, но порошок, распыляемый водой, имеет преимущества по стоимости для некоторых применений. Метод производства порошка контролирует конечную форму частиц, уровень дефектов и текучесть.
Механические свойства
Порошковый сплав X-750 позволяет получать инженерные детали со следующими механическими свойствами благодаря правильной обработке:
Механические свойства порошка сплава X-750
| Недвижимость | Состояние "как на ладони | Закаленные осаждением |
|---|---|---|
| Плотность | 8,22 г/куб. см | 8,22 г/куб. см |
| Прочность на разрыв | 105-120 кси | 160-185 кси |
| Предел текучести | 40-60 кси | 140-170 кси |
| Удлинение | 35-40% | 15-25% |
| Твердость | Роквелл B 80-85 | Роквелл C 35-42 |
HIP-детали демонстрируют более низкую прочность в состоянии as-HIP. Дальнейшая термообработка вызывает закалку осадком, повышая уровень прочности и снижая пластичность. Детали могут быть изготовлены в соответствии с различными требованиями к механическим свойствам путем оптимизации процесса.
Высокотемпературные характеристики
Закаленные осаждением порошковые компоненты сплава X-750 проявляют следующие свойства при высоких температурах:
Сплав X-750 порошковый высокотемпературный
| Температура | 700°F | 1000°F | 1200°F | 1300°F |
|---|---|---|---|---|
| Прочность на разрыв (ksi) | 160 | 140 | 120 | 110 |
| Срок службы при разрыве при ползучести (часы) | 1000 | 500 | 200 | 100 |
| Устойчивость к окислению | Отличный | Очень хорошо | Хороший | Ярмарка |
Сплав X-750 противостоит размягчению, ползучести и окислению при температуре до 1300°F, что делает его хорошо подходящим для конструкционных применений при длительных механических нагрузках и в коррозионных средах. Он превосходит нержавеющие стали и более низколегированные продукты.
Технологии изготовления с использованием порошка сплава X-750
Основные методы обработки порошка сплава X-750 включают в себя:
Литье металлов под давлением (MIM)
- Смешивание со связующими, впрыскивание в форму, удаление растворителя, спекание
- Позволяет создавать сложные прецизионные компоненты сетчатой формы
- Строгий контроль размеров, превосходная обработка поверхности
Горячее изостатическое прессование (HIP)
- Консолидация инкапсулированного порошка с помощью высокого давления
- Изготавливает детали почти чистой формы, низкая степень обработки
- Устраняет внутреннюю пористость, очищает зерна
Аддитивное производство (AM)
- Создание деталей слой за слоем с помощью лазерных/электронных лучей
- Идеально подходит для прототипов и небольших серий.
- Свобода проектирования для сложных форм
Термические напыляемые покрытия
- Нанесение расплавленного порошка на подложки
- Возможно нанесение износо-/коррозионностойких покрытий
- Ограниченная толщина покрытия/наращивание
Каждая технология использует полезные свойства порошка для производства высокопроизводительных деталей.
Области применения порошка сплава X-750
Благодаря отличным характеристикам при повышенных температурах и коррозионной стойкости, порошок сплава X-750 используется для производства компонентов для:
Добыча нефти и газа
- Скважинные инструменты, клапаны, устья скважин
- Насосы, сосуды под давлением, элементы трубопроводов
Аэрокосмическая и оборонная промышленность
- Компоненты двигателя, такие как камеры сгорания, проставки
- Детали планера самолета, подверженные усталости и нагреву
Автомобили и автоспорт
- Роторы и корпуса турбокомпрессоров
- Компоненты выхлопной системы и коллекторы
Химическая промышленность
- Теплообменники, реакционные сосуды
- Насосы и клапаны для агрессивных жидкостей
Биомедицинская промышленность
- Хирургические инструменты, такие как скальпели, зажимы
- Имплантаты и протезы
Производство энергии
- Теплообменники для концентрированной солнечной энергии
- Внутреннее оборудование и оснастка для ядерных реакторов
Сочетание технологичности, механических характеристик и коррозионной стойкости позволяет использовать порошок сплава X-750 в критически важных областях промышленности, где надежность и безопасность имеют жизненно важное значение.
Поставщики порошка сплава X-750
Порошок сплава X-750, пригодный для HIP, AM и MIM, можно приобрести у таких производителей, как:
Поставщики порошка сплава X-750
| Поставщик | Метод производства | Размеры частиц |
|---|---|---|
| Sandvik Osprey | Распыление газа | 15-45 мкм |
| TLS Technik | Распыление газа | 10-50 микрон |
| Порошковые изделия Carpenter | Распыление газа | от -100 до -325 меш |
| Hoganas | Распыление воды | Менее 45 микрон |
| Порошок Пометон | Распыление газа | 10-63 микрон |
Эти компании могут предоставить различные гранулометрические составы и характеристики порошка для удовлетворения требований приложений. Некоторые из них также предлагают услуги по переработке порошка на платной основе.
Анализ затрат
Порошок сплава X-750 стоит дороже, чем стандартные порошки из нержавеющей стали. Некоторые типичные цены на порошок составляют:
Ценообразование порошка сплава X-750
| Поставщик | Тип порошка | Стоимость |
|---|---|---|
| Sandvik | Osprey X-750 -100 меш | $165/kg |
| TLS Technik | Распыление X-750 20-63 мкм | $100/кг |
| Hoganas | Распыление воды | $75/кг |
| Pometon | Газовое распыление 10-45 мкм | $140/кг |
Стоимость сильно зависит от диапазона размеров частиц, метода производства (газовое или водяное распыление), объема заказа и степени чистоты. Приведенные выше цены являются приблизительными для справки. Такие операции, как HIP и MIM с использованием порошка Alloy X-750, позволяют значительно снизить затраты по сравнению с обработкой из объемных сплавов.
Вопросы и ответы
Вопрос: В чем разница между порошком сплава X-750, распыляемым газом и водой?
О: Газовое распыление позволяет получить более сферические частицы с меньшим захватом кислорода и лучшим контролем распределения размеров по сравнению с водяным распылением. Однако порошок, распыленный водой, имеет более низкую стоимость, несмотря на более высокое содержание кислорода и неправильную форму частиц.
В: Совместим ли порошок Alloy X-750 с методами 3D-печати?
О: Да, сплав X-750 демонстрирует отличные технологические характеристики при плавлении в порошковом слое и аддитивном производстве методом направленного энергетического осаждения. Для достижения высокой плотности и свойств требуется оптимизация параметров.
В: Требует ли порошок Alloy X-750 особых мер предосторожности при обращении?
О: Рекомендуется принимать меры защиты из-за мелкого распределения частиц по размерам. Используйте соответствующие средства защиты персонала, минимизируйте образование пыли с помощью местной вытяжной вентиляции, избегайте источников воспламенения и часто очищайте оборудование.
Вопрос: Какие виды термообработки используются для порошка HIPped Alloy X-750?
О: Отжиг в растворе с последующим многоступенчатым старением позволяет упрочнять осадки для повышения уровня прочности и стабильности при повышенных температурах.
Вопрос: Какова типичная шероховатость поверхности, достигаемая при литье металлов под давлением с использованием порошка Alloy X-750?
О: MIM-обработка позволяет выполнять обработку поверхности около Ra 0,1 мкм (4 мкм) непосредственно после спекания. Это позволяет многим компонентам миновать этапы финишной обработки.
Получить последнюю цену
О компании Xmetto
Категория продукта
ГОРЯЧАЯ РАСПРОДАЖА



CONTACT US
Есть вопросы? Отправьте нам сообщение прямо сейчас! После получения Вашего сообщения мы всей командой выполним Ваш запрос.