Лучший порошок IN939 для 3D-печати в 2024 году
Порошок IN939 представляет собой суперсплав на основе никеля, обладающий исключительными механическими свойствами и высокой стойкостью к коррозии и окислению. В его состав входят никель, хром, кобальт, молибден и тантал. Такой состав придает порошку IN939 высокую прочность, жаропрочность и стабильность при повышенных температурах.
Низкая стоимость заказа
Обеспечиваем низкую минимальную партию заказа для удовлетворения различных потребностей.
OEM И ODM
Предоставление индивидуальных продуктов и услуг по проектированию для удовлетворения уникальных потребностей заказчиков.
Достаточный запас
Обеспечить быструю обработку заказов и предоставить надежный и эффективный сервис.
Удовлетворенность клиентов
Обеспечивать высокое качество продукции, ставя во главу угла удовлетворение потребностей клиентов.
поделиться этим продуктом
Оглавление
Обзор порошка IN939 для 3D-печати
IN939 — это высокоэффективный порошок суперсплава на основе никеля, предназначенный для аддитивного производства критически важных компонентов, которым необходимы исключительные механические свойства при высоких температурах. В этой статье представлено подробное руководство по порошку IN939 для 3D-печати в аэрокосмической, автомобильной, энергетической и промышленной отраслях.
Ключевые затронутые аспекты включают состав IN939, свойства, параметры печати, применение, спецификации, поставщиков, обращение, проверку, сравнение с альтернативами, преимущества и ограничения, а также часто задаваемые вопросы. Количественные данные представлены в удобных таблицах.
Состав порошка IN939
IN939 имеет сложный состав дисперсионно-твердеющего сплава:
| Элемент | Вес % | Назначение |
|---|---|---|
| Никель | Баланс | Главный элемент матрицы |
| Хром | 15 – 18 | Устойчивость к окислению |
| Алюминий | 3.8 – 4.8 | Закалка осадков |
| Титан | 0.9 – 1.4 | Закалка осадков |
| Кобальт | 12 – 15 | Упрочнение твердых растворов |
| Тантал | 3.8 – 4.8 | Твердосплавный наконечник |
| Углерод | 0.05 – 0.15 | Твердосплавный наконечник |
| Бор | 0.006 – 0.012 | Усилитель границ зерен |
Для улучшения свойств также добавляются следовые количества циркония, магния и серы.
Свойства порошка IN939
IN939 обладает исключительным сочетанием свойств:
| Недвижимость | Описание |
|---|---|
| Высокая прочность | Превосходная прочность на разрыв и ползучесть до 1050°C. |
| Термическая стабильность | Прочность сохраняется до 1000°C. |
| Устойчивость к ползучести | Высокий срок службы до разрушения при высоких температурах |
| Устойчивость к окислению | Образует защитный оксидный налет Cr2O3 |
| Стойкость к термической усталости | Устойчивость к растрескиванию при термоциклировании |
| Фазовая стабильность | Микроструктура стабильна после длительного воздействия |
| Коррозионная стойкость | Устойчив к горячей коррозии, окислению, сульфидированию. |
Свойства позволяют использовать его при экстремальных термических и механических нагрузках.
Параметры 3D-печати порошка IN939
Типичные параметры обработки AM для IN939 включают в себя:
| Параметр | Типовое значение | Назначение |
|---|---|---|
| Толщина слоя | 20-50 мкм | Разрешение против скорости сборки |
| Мощность лазера | 250-500 W | Достаточное плавление без испарения |
| Скорость сканирования | 800-1200 мм/с | Плотность и производительность |
| Расстояние между люками | 100-200 мкм | Механические свойства |
| Структура поддержки | Минимальный | Простое удаление |
| Горячее изостатическое прессование | 1160°С, 100 МПа, 3ч | Устранение пористости |
Параметры оптимизированы с учетом таких атрибутов, как плотность, микроструктура, скорость построения и требования к постобработке.
Применение деталей IN939, напечатанных на 3D-принтере
Компоненты IN939, изготовленные методом аддитивного производства, используются в критически важных приложениях, включая:
| Промышленность | Компоненты |
|---|---|
| Аэрокосмическая промышленность | Лопатки турбин, лопатки, горелки |
| Производство электроэнергии | Детали тракта горячего газа, теплообменники |
| Автомобильная промышленность | Колеса турбокомпрессора, клапаны |
| Химическая обработка | Насосы, клапаны, реакционные сосуды |
Преимущества по сравнению с IN939, обработанным традиционным способом, включают сложную геометрию и сокращение времени выполнения заказа.
Характеристики порошка IN939 для 3D-печати
Порошок IN939 для АМ должен соответствовать строгим спецификациям:
| Параметр | Спецификация |
|---|---|
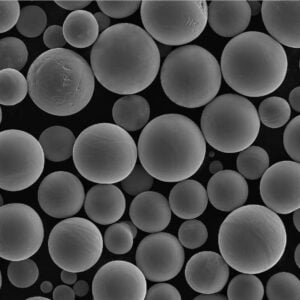
| Размер частиц | 15-45 мкм, типичные |
| Форма частиц | Сферическая морфология |
| Кажущаяся плотность | > 4 г/куб. см |
| Плотность отвода | > 6 г/куб. см |
| Расход воздуха в зале | > 23 с для 50 г |
| Чистота | >99,9% |
| Содержание кислорода | <100 ppm |
Доступны более жесткие допуски, индивидуальное распределение размеров и контролируемые уровни примесей.
Поставщики порошка IN939
К авторитетным поставщикам порошка IN939 относятся:
| Поставщик | Расположение |
|---|---|
| Met3DP | Китай |
| Столярная присадка | США |
| Praxair | США |
| AP&C | Канада |
| Erasteel | Швеция |
| АМЕТЕК | США |
Цены на порошок IN939 варьируются от $110/кг до более $220/кг в зависимости от качества и объема заказа.
Обращение и хранение порошка IN939
Поскольку IN939 является реактивным порошком, необходимо осторожное обращение:
- Храните запечатанные контейнеры в прохладной инертной атмосфере.
- Не допускать контакта с влагой, кислородом, кислотами.
- Используйте правильно заземленное оборудование
- Избегайте скопления пыли, чтобы минимизировать риск взрыва
- Рекомендуется местная вытяжная вентиляция
- Используйте соответствующие средства индивидуальной защиты при работе с
Правильные методы и средства контроля предотвращают окисление или загрязнение порошка IN939.
Проверка и тестирование порошка IN939
Порошок IN939 проверен с использованием:
| Метод | Проверяемые параметры |
|---|---|
| Ситовой анализ | Распределение частиц по размерам |
| СЭМ-изображение | Морфология частиц |
| EDX | Химия и состав |
| XRD | Присутствующие фазы |
| Пикнометрия | Плотность |
| Расход воздуха в зале | Текучесть порошка |
Тестирование в соответствии с применимыми стандартами ASTM обеспечивает согласованность партий.
Сравнение IN939 с порошками альтернативных сплавов
IN939 отличается от других суперсплавов на основе Ni следующим образом:
| Сплав | Высокотемпературная прочность | Стоимость | Возможность печати | Пластичность |
|---|---|---|---|---|
| IN939 | Отличный | Высокая | Отличный | Низкий |
| IN738 | Хороший | Средний | Отличный | Средний |
| IN718 | Ярмарка | Низкий | Хороший | Отличный |
| Хастеллой X | Отличный | Высокая | Ярмарка | Средний |
По сбалансированным свойствам и технологичности IN939 превосходит такие альтернативы, как IN718 Powder или Порошок хастеллоя X.
Плюсы и минусы порошка IN939 для 3D-печати
| Плюсы | Cons |
|---|---|
| Исключительная устойчивость к высоким температурам | Дорого по сравнению с IN718. |
| Отличная стойкость к окислению и ползучести | Требуется существенная оптимизация параметров |
| Возможность выполнения сложных геометрических форм | Ограниченная пластичность при комнатной температуре |
| Более быстрая обработка, чем литье/ковка | Контролируемая среда хранения и обработки |
| Свойства, сравнимые с литым сплавом | Сложность обработки после печати |
IN939 позволяет создавать высокопроизводительные печатные детали, но с более высокими затратами и необходимостью контролируемой обработки.
Часто задаваемые вопросы о порошке IN939 для 3D-печати
Вопрос: Какой диапазон размеров частиц лучше всего подходит для печати IN939?
Ответ: Диапазон размеров частиц 15–45 микрон обеспечивает хорошую сыпучесть в сочетании с высоким разрешением и плотностью. Более мелкие частицы размером менее 10 микрон могут улучшить плотность и качество поверхности.
Вопрос: Требует ли IN939 постобработки после 3D-печати?
Ответ: Последующие процессы, такие как горячее изостатическое прессование, термообработка и механическая обработка, обычно необходимы для устранения пористости, снятия напряжений и достижения окончательных допусков и качества поверхности.
Вопрос: Какой точности можно достичь с помощью печатных деталей IN939?
Ответ: После постобработки с помощью компонентов IN939 AM можно достичь точности размеров и качества поверхности, сравнимых с деталями, обработанными на станке с ЧПУ.
Вопрос: Необходимы ли опорные конструкции для печати порошком IN939?
О: Для сложных каналов и выступов рекомендуется использовать минимальные опоры, чтобы предотвратить деформацию и облегчить демонтаж. Порошок IN939 обладает хорошей сыпучестью.
Вопрос: Порошок какого сплава является ближайшей альтернативой IN939 для AM?
О: IN738 является наиболее близкой альтернативой с точки зрения сбалансированных свойств и зрелости для аддитивного производства. Другие сплавы, такие как IN718 или Hastelloy X, имеют некоторые недостатки.
Вопрос: Совместим ли IN939 с прямым лазерным спеканием металлов (DMLS)?
О: Да, IN939 легко перерабатывается с помощью основных методов сварки в порошковом слое, включая DMLS, а также селективную лазерную плавку (SLM) и электронно-лучевую плавку (EBM).
Вопрос: Какая плотность достигается при использовании компонентов IN939, напечатанных на 3D-принтере?
Ответ: Благодаря оптимизированным параметрам можно достичь плотности выше 99%, что соответствует свойствам продуктов IN939, обработанных традиционным способом.
Вопрос: Как свойства напечатанного IN939 сравниваются со свойствами литого сплава?
Ответ: IN939, изготовленный методом аддитивного производства, демонстрирует сравнимые или лучшие механические свойства и микроструктуру по сравнению с традиционными литыми и деформируемыми формами.
Вопрос: Какие дефекты могут возникнуть при печати порошком IN939?
О: Потенциальными дефектами являются растрескивание, деформация, пористость, шероховатость поверхности, неполное проплавление и т. д. Большинство из них можно предотвратить путем правильной оптимизации параметров и качества порошка.
Вопрос: Обязательно ли горячее изостатическое прессование (HIP) для деталей IN939 AM?
Ответ: HIP устраняет внутренние пустоты и повышает усталостную прочность. Для менее требовательных применений вместо HIP может быть достаточно одной термообработки.
Получить последнюю цену
О компании Xmetto
Категория продукта
ГОРЯЧАЯ РАСПРОДАЖА



CONTACT US
Есть вопросы? Отправьте нам сообщение прямо сейчас! После получения Вашего сообщения мы всей командой выполним Ваш запрос.