Порошок из нержавеющей стали 316L для 3D-печати металлов
Порошок из нержавеющей стали 316L - это тип порошка из нержавеющей стали, который содержит молибден и имеет низкое содержание углерода. Это аустенитная хромоникелевая нержавеющая сталь, обладающая высокой прочностью и отличными антикоррозийными свойствами. Порошок 316L широко используется для 3D-печати или аддитивного производства в таких отраслях, как аэрокосмическая, медицинская, автомобильная и общая промышленность.
Низкая стоимость заказа
Обеспечиваем низкую минимальную партию заказа для удовлетворения различных потребностей.
OEM И ODM
Предоставление индивидуальных продуктов и услуг по проектированию для удовлетворения уникальных потребностей заказчиков.
Достаточный запас
Обеспечить быструю обработку заказов и предоставить надежный и эффективный сервис.
Удовлетворенность клиентов
Обеспечивать высокое качество продукции, ставя во главу угла удовлетворение потребностей клиентов.
поделиться этим продуктом
Оглавление
Обзор
Порошок из нержавеющей стали 316L - это тип порошка из нержавеющей стали, который содержит молибден и имеет низкое содержание углерода. Это аустенитная хромоникелевая нержавеющая сталь, обладающая высокой прочностью и отличными антикоррозийными свойствами. Порошок 316L широко используется для 3D-печати или аддитивного производства в таких отраслях, как аэрокосмическая, медицинская, автомобильная и общая промышленность.
К основным свойствам и характеристикам порошка 316L относятся:
Состав: Железо, хром, никель, молибден, марганец, кремний, углерод, фосфор, сера
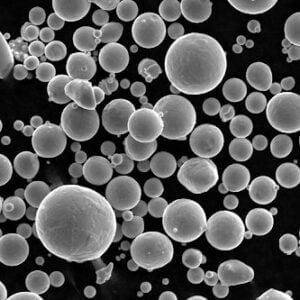
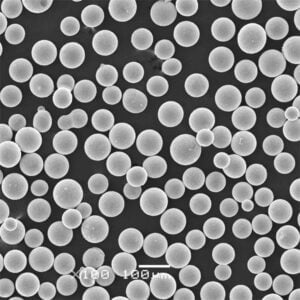
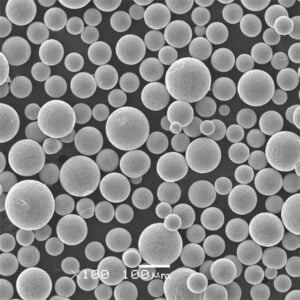
Форма частиц: Сферическая форма, высокая текучесть
Размер частиц: 15-45 микрон, возможны субмикронные размеры
Плотность: Приблизительно 7,9 г/куб. см
Температура плавления: 1381-1400°C
Ключевые особенности: Коррозионная стойкость, жаропрочность, свариваемость, прочность, биосовместимость
Общепринятые торговые названия: 316L, 1.4404, 1.4435
Порошок 316L можно использовать для печати прочных и долговечных деталей со сложной геометрией с помощью различных процессов 3D-печати, таких как селективное лазерное спекание (SLS), прямое лазерное спекание металлов (DMLS), электронно-лучевое плавление (EBM), струйное нанесение связующего и др.
Типы порошков 316L
Существует несколько основных типов порошков из нержавеющей стали 316L:
Порошок 316L с газовым распылением
- Производится с помощью процесса распыления в инертном газе
- Сферические частицы с гладкой поверхностью
- Легко растекается, плотно упаковывается для печати
- Хорошая распределяемость и уплотнение
- Широко используется для лазерной и связующей струйной 3D-печати
Атомизированный водой порошок 316L
- Изготовлен с использованием струй воды под высоким давлением
- Неправильная форма частиц
- Пористая поверхность, высокое содержание кислорода
- Более низкая стоимость по сравнению с порошком, распыляемым газом
- Используется в основном для прессования и спекания
Порошок 316L с плазменным распылением
- Изготовлено с помощью плазменного распыления
- Очень сферические частицы
- Контролируемый гранулометрический состав
- Используется в критически важных приложениях, требующих высокой плотности
- Дорогой по сравнению с другими методами распыления
Переработанный порошок 316L
- Неиспользованный порошок из 3D-конструкторов
- Может содержать частицы разных форм и размеров
- Требуется дополнительное просеивание и обработка
- Более дешевый вариант для некритичных приложений
- Опасения по поводу загрязнения от предыдущих построек
Состав порошка 316L
Нержавеющая сталь 316L приобретает свою коррозионную стойкость благодаря хрому и молибдену, легированным железом. Вот элементный состав порошка 316L:
| Элемент | Композиционный ряд |
|---|---|
| Железо (Fe) | Баланс |
| Хром (Cr) | 16-18% |
| Никель (Ni) | 10-14% |
| Молибден (Mo) | 2-3% |
| Марганец (Mn) | ≤ 2% |
| Кремний (Si) | ≤ 1% |
| Углерод (C) | ≤ 0,03% |
| Фосфор (P) | ≤ 0,045% |
| Сера (S) | ≤ 0,03% |
Низкое содержание углерода уменьшает выпадение карбидов при сварке и повышает коррозионную стойкость. Добавление молибдена повышает стойкость к точечной и щелевой коррозии в хлоридных средах.
Состав соответствует национальным и международным стандартам, таким как UNS S31603, W.Nr 1.4404, AISI 316L и ISO 5832-1. Также возможно изготовление сплавов на заказ по специальным требованиям.
Основные свойства и характеристики
Порошок 316L обладает уникальным сочетанием выдающихся свойств, что делает его пригодным для использования в различных критических, высокопроизводительных областях промышленности.
Коррозионная стойкость Отличная устойчивость к точечной коррозии, щелевой коррозии и коррозионному растрескиванию под напряжением в кислотах, щелочах, солях и органических химических веществах
Механические свойства Высокий предел прочности на растяжение и текучесть в сочетании с хорошей пластичностью и ударной вязкостью
Термостойкость Выдерживает непрерывную эксплуатацию до ~900°C и периодическое воздействие выше для определенных применений
Свариваемость Легко сваривается и менее подвержен сенсибилизации во время сварки по сравнению с нестабилизированными сортами
Биологическая совместимость Нетоксичность и высокая биосовместимость для использования в медицинских имплантатах и устройствах
Вот таблица, в которой сравниваются основные свойства порошка 316 и 316L:
| Недвижимость | 316 Порошок | Порошок 316L |
|---|---|---|
| Плотность (г/см3) | 7.9 | 7.9 |
| Температура плавления (°C) | 1375-1400 | 1381-1400 |
| Предельная прочность на разрыв (МПа) | ≥ 515 | ≥ 485 |
| Предел текучести (МПа) | ≥ 170 | ≥ 170 |
| Удлинение (%) | ≥ 40 | ≥ 35 |
| Модуль упругости (ГПа) | 193 | 193 |
| Теплопроводность (Вт/м-К) | 16.2 | 16.2 |
| Тепловое расширение (мкм/м-°C) | 15-16.5 | 15-16.5 |
| Коррозионная стойкость | Очень хорошо | Отличный |
| Эквивалентное число сопротивления питтингу (PREN) | 24-26 | 25-27 |
| Магнитная проницаемость | Немагнитный | Немагнитный |
| Биологическая совместимость | Хороший | Отличный |
Более высокая коррозионная стойкость порошка 316L объясняется более высоким содержанием PREN и меньшим содержанием углерода по сравнению с порошком 316. 316L также обладает лучшей биологической совместимостью и предпочтительно используется для постоянных имплантатов в человеческом теле.
Области применения порошка 316L
Некоторые из распространенных областей применения порошка 316L включают в себя:
Аддитивное производство SLS/DMLS/EBM печать металлических деталей конечного использования в аэрокосмической, медицинской, автомобильной промышленности, производстве инструментов и т.д.
Биомедицинские имплантаты Производство имплантатов, таких как коленные и тазобедренные протезы, спинные стержни, стоматологические приспособления и т.д.
Оборудование для пищевой промышленности Клапаны, фитинги, крепеж, детали машин для пищевой и фармацевтической промышленности
Химическая промышленность
Рабочие колеса насосов, корпуса, корпуса клапанов и другие смачиваемые компоненты
Применение на море
Валы, фитинги, муфты, фланцы, гребные винты, используемые в морской среде
316L обеспечивает исключительную производительность в этом широком спектре применений благодаря своей исключительной коррозионной стойкости в сочетании с высокой прочностью.
Вот примеры некоторых деталей из 316L, напечатанных с помощью аддитивного производства:
| Промышленность | Типичные детали AM |
|---|---|
| Аэрокосмическая промышленность | Лопатки турбины, кронштейны, рабочие колеса |
| Автомобильная промышленность | Нестандартные крепежи, датчики, легкие детали шасси |
| Медицина | Хирургические инструменты, протезы, имплантаты |
| Инструментальная оснастка | Пресс-формы для литья под давлением, экструзионные фильеры, оснастка и приспособления |
Технические характеристики порошка 316L
Порошок 316L, используемый для AM, должен соответствовать следующим спецификациям или превосходить их:
Распределение частиц по размерам
| Размер (мкм) | Распределение (%) |
|---|---|
| 20-63 | ≥ 95 |
| 15-45 | Оптимальный |
Кажущаяся плотность Обычно 4,0-4,8 г/куб. см.
Скорость потока
Расходомер Холла > 15 сек/50 г
Химический состав В соответствии с вышеупомянутыми спецификациями марки 316L
Микроструктура
Полностью аустенитная, отсутствие стрингеров и сателлитов
Форма частиц Преимущественно сферическая морфология
Текстура поверхности Гладкая поверхность частиц
Содержание кислорода В основном <1000 ppm
Намагниченность насыщения < 3,1 эму/г
Надежные производители порошка 316L выпускают материал, который соответствует или превосходит эти спецификации для АМ. Каждая партия поставляется с сертификатом анализа, полученным в результате независимых испытаний.
Поставщики порошка 316L
К числу ведущих мировых поставщиков порошка из нержавеющей стали 316L относятся:
| Компания | Производственная мощность | Стоимость за кг |
|---|---|---|
| Sandvik Osprey | 200 млн тонн в год | $50-90 |
| Столярная присадка | Пользовательское | $75-150 |
| Praxair | 100 млн тонн в год | $40-80 |
| Höganäs | 500 млн тонн в год | $30-60 |
| Порошок CNPC | 1000 тонн в год | $25-50 |
Нестандартные сплавы с особым распределением частиц по размерам или более жестким химическим контролем могут стоить на 20-50% дороже, чем стандартные порошковые композиции 316L.
Что касается цен, то порошок 316L, распыляемый газом и пригодный для AM, обычно стоит в пределах $30-150 за кг в зависимости от качества, размера партии и географического региона. Сорта, распыляемые водой и плазмой, занимают нижнюю и верхнюю границы этого диапазона.
Плюсы и минусы порошка 316L для аддитивного производства
Преимущества порошка 316L
Отличная коррозионная стойкость На 25-30% выше стойкость к точечной и щелевой коррозии по сравнению с порошком 316
Биосовместимые и нетоксичные Безопасен при длительном контакте с кожей и для использования в медицинских имплантатах
Высокая механическая прочность Прочность на разрыв >485 МПа, соответствующая и превышающая свойства литой/деформированной 316L
Выдающиеся показатели усталости Очень высокий предел усталости, что приводит к длительному сроку службы компонентов
Детали меньшего веса Снижение веса компонентов ведет к повышению топливной эффективности автомобилей
Стабильность при высоких температурах
При определенных условиях применения может выдерживать температуру свыше 650°C
Легкая свариваемость Совместим практически со всеми сварочными процессами. Отлично подходит для ремонта и последующей обработки
Более гладкие поверхности Отпечатанные поверхности требуют меньше доводки и доработки
Экономическая эффективность По стоимости сопоставимы с 316 SS и дешевле экзотических сплавов
Возможно изготовление сплавов на заказ Возможность создания порошковых композиций, подходящих для конкретного применения
Более быстрое и дешевое создание прототипов Нет необходимости в жесткой оснастке, такой как литейные и обрабатывающие штампы
Недостатки использования порошка 316L для AM
Анизотропное механическое поведение
Зависит от направления сборки. Требует учета особенностей проектирования и тестирования.
Потенциальные внутренние дефекты
Отсутствие плавления, нерасплавленные частицы, пористость. Зависит от используемого процесса AM.
Потребности в постобработке Удаление опор, финишная обработка, отжиг и т.д. могут увеличить стоимость.
Ограниченный размер деталей Ограниченность размерами камеры сборки (постоянно улучшается с появлением новых машин)
Ограничения ориентации Некоторые геометрии требуют опорных конструкций и могут ограничивать свободу проектирования
Изменчивость свойств
Повторное использование/переработка порошка может привести к ухудшению свойств от партии к партии
Ограничения по чистоте поверхности Колебания могут быть больше, чем при традиционных методах субтрактивной обработки
Стоимость оборудования и материалов Высокие инвестиции в оборудование. Большие объемы порошка, необходимые для изготовления крупных деталей.
Отсутствие стандартов проектирования Быстро развивающаяся область. Требуется постоянное квалификационное тестирование.
Сравнение порошков нержавеющей стали 316L vs 17-4PH vs 15-5 PH
Порошок из нержавеющей стали 316L стал первым выбором для многих применений аддитивного производства, требующих хороших механических характеристик в сочетании с высокой коррозионной стойкостью. Однако для более сложных задач все чаще используются высокопрочные конструкционные порошки, такие как 17-4PH и 15-5 PH.
Вот как эти сплавы нержавеющей стали соотносятся по ключевым свойствам порошка, важным для AM:
| Свойства порошка | 316L SS | 17-4PH SS | 15-5 PH SS |
|---|---|---|---|
| Коррозионная стойкость | Отличный | Умеренный | Умеренный |
| Прочность на разрыв | 485-550 МПа | 1050-1200 МПа | 1050-1150 МПа |
| Предел текучести | 170-340 МПа | 900-1100 МПа | 900-1000 МПа |
| Удлинение | 35-50% | 8-13% | 10-16% |
| Усталостная прочность | 170-200 МПа | 500-700 МПа | 550-650 МПа |
| Стабильность при высоких температурах | Ярмарка | Отличный | Отличный |
| Свариваемость | Отличный | Ярмарка | Хороший |
| Стоимость за кг | $30-150 | $150-250 | $100-200 |
Из этого сравнения продуктов можно сделать следующие выводы:
- Для обеспечения высочайшей коррозионной стойкости и хорошей свариваемости 316L не имеет себе равных.
- Там, где высокая прочность превосходит коррозионные характеристики, лучше использовать 17-4PH и 15-5 PH.
- Порошок 17-4PH SS обеспечивает наилучшее сопротивление ползучести при высоких температурах
- 15-5PH обеспечивает оптимальный баланс прочности и свариваемости/обрабатываемости
- 316L является наиболее экономичным вариантом, в то время как порошок 17-4PH относительно дорог.
Тщательно подобрав нужную марку для конкретного применения, покупатели могут получить идеальное сочетание свойств и соотношения производительности и стоимости.
Вопросы и ответы
Здесь представлены ответы на некоторые часто задаваемые вопросы, касающиеся порошка из нержавеющей стали 316L для процессов AM:
В каких процессах аддитивного производства используется порошок 316L?
Порошок 316L совместим со всеми основными процессами прямого металлического AM, которые могут печатать металлы. К ним относятся:
- Сплавление в порошковом слое - SLS, DMLS, SLM
- Направленное осаждение энергии - LENS, EBAM, лазерная наплавка
- Осаждение связующего металла - Струйная обработка связующего
Какие дефекты деталей из 316L часто встречаются в процессе АМ? Как их можно избежать?
Некоторые встречающиеся дефекты деталей из 316L включают:
- Отсутствие плавления - недостаточное расплавление порошка. Увеличьте мощность/скорость лазера
- Газовая пористость - Оптимизация шаблонов сканирования. Используйте горячее изостатическое прессование
- Растрескивание - Изменение несущих конструкций. Оптимизация тепловых нагрузок
- Нерасплавленные частицы - Обеспечьте равномерный слой порошка. Правильно просеивайте.
Какой размер частиц идеально подходит для порошка 316L в AM?
15-45 микрон рекомендуется для большинства процессов AM. Более мелкий порошок лучше распределяется, но может влиять на текучесть и повторное нанесение покрытия. Более крупные частицы плохо уплотняются.
Какую постобработку обычно проводят для деталей из 316L AM?
Этапы постобработки помогают улучшить свойства конечной детали:
- Удаление опоры путем обработки/шлифовки
- Горячее изостатическое прессование для устранения внутренних пустот.
- Отжиг в растворе и старение для улучшения микроструктуры
- Обработка поверхности, например, обработка с ЧПУ и полировка
Каким стандартам должен соответствовать порошок 316L для AM?
Хотя стандарты все еще развиваются, основные из них включают:
- ASTM F3049 - Металлические порошки AM
- ASTM F3056 - определение характеристик металлических порошков AM
- ASTM F3301 - Свойства для деталей с добавками
- ISO/ASTM 52904 - Параметры процесса
Можно ли сваривать или ремонтировать детали из 316L после аддитивного производства?
Да, 316L обладает очень хорошей свариваемостью, и компоненты, изготовленные методом AM, можно сваривать, ремонтировать и подвергать последующей обработке с помощью таких технологий, как сварка TIG. Для получения бездефектных сварных швов крайне важно разработать правильную процедуру.
Получить последнюю цену
О компании Xmetto
Категория продукта
ГОРЯЧАЯ РАСПРОДАЖА



CONTACT US
Есть вопросы? Отправьте нам сообщение прямо сейчас! После получения Вашего сообщения мы всей командой выполним Ваш запрос.