Hastelloy G30 Pulver
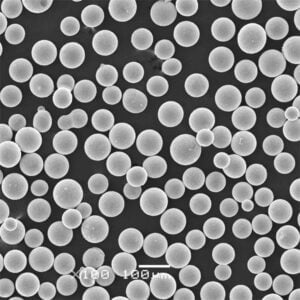
Hastelloy G30-pulver är ett nickelbaserat legeringspulver som är avsett för additiv tillverkning. Detta avancerade material erbjuder utmärkt korrosionsbeständighet, oxidationsbeständighet och hållfasthet vid höga temperaturer. Hastelloy G30 möjliggör produktion av komplexa, högpresterande metalldelar med hjälp av 3D-printingteknik.
Låg MOQ
Tillhandahålla låg minsta orderkvantitet för att möta olika behov.
OEM & ODM
Tillhandahålla kundanpassade produkter och designtjänster för att tillgodose unika kundbehov.
Tillräckligt lager
Säkerställa snabb orderhantering och tillhandahålla tillförlitlig och effektiv service.
Kundtillfredsställelse
Tillhandahålla högkvalitativa produkter med kundnöjdhet i fokus.
dela denna produkt
Innehållsförteckning
Hastelloy G30-pulver är ett nickelbaserat legeringspulver som är avsett för additiv tillverkning. Detta avancerade material erbjuder utmärkt korrosionsbeständighet, oxidationsbeständighet och hållfasthet vid höga temperaturer. Hastelloy G30 möjliggör produktion av komplexa, högpresterande metalldelar med hjälp av 3D-printingteknik.
Overview of Hastelloy G30 Powder
Hastelloy G30 powder has the following key characteristics:
Sammansättning:
- Nickel: Balance
- Chromium: 22.5-23.5%
- Tungsten: 12.5-14.0%
- Iron: 3.0% max
- Cobalt: 6.0%
- Molybdenum: 1.5%
Key Properties:
- High strength and hardness at elevated temperatures up to 1050°C
- Excellent corrosion resistance in oxidizing, reducing, and neutral aqueous environments
- Good weldability using conventional welding methods
- Låg värmeutvidgningskoefficient
Particle Size Range: 15-45 mikrometer
Common Industry Applications:
- Komponenter för flyg- och rymdindustrin
- Power generation parts
- Utrustning för kemisk bearbetning
- Oil and gas well components exposed to sour conditions
Key Suppliers: Carpenter Additive, Sandvik Osprey, Hoganas, LPW Technology
Detailed Metallurgical Properties
Hastelloy G30 derives its properties from careful composition optimization for 3D printing and subsequent heat treatment. Here are some key metallurgical characteristics:
Table 1: Composition limits and precipitation hardening response
| Composition Element | Wt% | Roll |
|---|---|---|
| Nickel | Balans | Matrix phase, provides corrosion resistance |
| Krom | 22.5-23.5% | Forms Cr carbides/nitrides, enhances oxidation resistance |
| Volfram | 12.5-14.0% | Solid solution strengthener, imparts heat resistance |
| Järn | 3.0% max | Additional solid solution strengthener |
| Kobolt | 6.0% | Enhances matrix stability at higher temperatures |
| Molybden | 1,5% max | Solid solution strengthener, supports corrosion resistance |
Precipitation hardening heat treatment applied after 3D printing leads to formation of Ni3(Al,Ti) gamma prime and Ni3(Nb,Ti) gamma double prime precipitates. This results in significant strengthening and improved mechanical properties at both room and elevated temperatures.
Table 2: Key Properties of Hastelloy G30 Powder
| Fysisk egendom | As-Printed | Värmebehandlad |
|---|---|---|
| Densitet (g/cc) | 8.45 | 8.45 |
| Youngs modul (GPa) | 205 | 205 |
| Coefficient of Thermal Expansion (10-6/°C) | 11.0 | 11.0 |
| Thermal Conductivity (W/m-°C) | 11 | 11 |
| Elektrisk resistivitet (μΩ-cm) | 117 | 117 |
| Mekanisk egendom | As-Printed | Värmebehandlad |
|---|---|---|
| Draghållfasthet (MPa) | 950 | 1275 |
| Sträckgräns (MPa) | 790 | 1240 |
| Förlängning (%) | 35 | 20 |
| Hårdhet (HRC) | 24-32 | 36-42 |
Table 3: Corrosion Resistance Properties
| Testmetod | Test Details | Results |
|---|---|---|
| ASTM G28A | Acidic (pH<3) sulfuric and nitric acid solutions, ambient and boiling conditions, 7 days | Excellent – No pits, cracks or weight loss |
| ASTM G48A | 50% solution of ferric chloride and hydrochloric acid, boiling, 72 hours | No attack |
| NACE TM-01-77 | H2S-saturated brine at RT, 1 month | No SSC (sulfide stress cracking) |
| ISO 15156/NACE MR0175/MR0103 | Sour service resistance certification | Complies for Level III H2S service |
The outstanding ambient and hot corrosion resistance enables reliable performance of components produced in Hastelloy G30 in demanding service environments. It meets strict certification levels set by NACE for sour oil/gas applications.
Laser Powder Bed Fusion Printing
Hastelloy G30 parts can be fabricated using selective laser melting (SLM) and direct laser deposition (DLD) additive manufacturing techniques. Here are some recommended parameters for powder bed fusion:
Table 4: Typical Laser Printing Parameters
| Parameter | Räckvidd |
|---|---|
| Lasereffekt (W) | 150-400 |
| Skanningshastighet (mm/s) | 800-1500 |
| Avstånd mellan luckor (μm) | 80-150 |
| Skiktets tjocklek (μm) | 20-100 |
| Inert gas | Argon |
| Oxygen level | <1000 ppm |
High density parts with fine microstructures can be produced by optimized SLM processing. This is followed by hot isostatic pressing to eliminate internal porosity and precipitation hardening heat treatment to enhance mechanical properties.
Table 5: Key Laser Powder Bed Fusion Printer Models
| Printer Make & Model | Build size (mm) | Laser type | Inert gas |
|---|---|---|---|
| EOS M400-4 | 750⌀ x 380 | Yb-fiber 400W | Argon |
| GE Additive Concept Laser M2 | 250 x 250 x 300 | Nd:YAG 500W | Argon |
| Renishaw AM500 | 250 x 250 x 350 | Modulated Nd:YAG 500W | Argon |
| SLM Solutions 280 2.0 | 280 x 280 x 365 | Nd:YAG 400W | Kväve |
All leading metal 3D printer manufacturers have released machines capable of processing nickel superalloys like Hastelloy G30 flawlessly. They use high precision lasers and controlled inert gas atmospheres.
Industriella tillämpningar
Here are some common applications where Hastelloy G30 printed parts deliver superior performance over conventional materials:
Olja och gas:
- Wellhead valves, Christmas trees, manifolds
- Downhole safety valves, sleeves
- Topside piping, fluid connectors
Chemical and Petrochemical:
- Process vessel internals like demisters
- Heat exchanger tubes, shells, baffles
- Pipe fittings, elbows, tees
Kraftgenerering:
- Combustion liners, transition ducts, fuel nozzles
- Gas turbine blades, vanes, shrouds
- Boiler heat shields, containment rings
Aerospace:
- Aircraft engine casing and mounts, fuel lines
- Spacecraft turbopump components
Hastelloy G30 enables lighter, efficient designs in these applications thanks to properties like:
- High strength at temperatures up to 1050°C
- Resistance to pitting and crevice corrosion failure
- Immunity to chloride-induced stress corrosion cracking
- Tolerance of high-pressure hydrogen gas environments
The weldability of the material allows joining to other components made of stainless, duplex or nickel-base alloys. This permits designers to only print the sections exposed to extreme conditions.
Tillgänglighet
Hastelloy G30 powder can be procured from leading global suppliers in the following size distribution ranges:
| Pulverkvalitet | Partikelstorleksintervall |
|---|---|
| Atomiserad plasma | 15-45 mikrometer |
| Atomiserad gas | 45-150 mikrometer |
| Blended mix | 15-150 mikrometer |
Table 6: Indicative Pricing
| Leverantör | Kvantitet | Pris |
|---|---|---|
| Snickare Tillsats | 10 kg | $165/kg |
| Sandvik Osprey | 50 kg | $155/kg |
| LPW-teknik | 100 kg | $140/kg |
| Hoganas | 500 kg | $130/kg |
Prices vary from $130-165/kg based on purchase volumes. Custom atomization and size classification can also be sourced.
Table 7: Hastelloy G30 Powder Certifications
| Standard | Testmetod | Specifikation |
|---|---|---|
| ASTM B213 | Fördelning av partikelstorlek | 15-45 μm |
| ASTM E1131 | Oxygen and nitrogen analysis | O – 0.04% max, N – 0.02% max |
| AMS 2241 | Composition verification | Ni: Bal, Cr: 22.7%, W: 13% |
| ASTM E45 | Kemisk analys | Conforms to AMS 7268 |
| ASTM B833 | Skenbar densitet och flödeshastighet | Typical 2.5-4.5 g/cc, 25-35 s/50g |
| AMS 2403 | Contamination testing | Meets aerospace cleanliness standards |
Reputable powder manufacturers test every batch as per these specifications before release. This ensures consistent properties and printer processability.
Printing Quality Considerations
To achieve optimal densification and mechanical performance when printing parts in Hastelloy G30, consider these quality aspects:
- Minimizing Porosity: Hot isostatic pressing (HIP) should be used post-printing to eliminate internal voids and achieve >99.9% density.
- Ytfinish: Additional machining allows control over critical dimensions and improves surface roughness.
- Anisotropi: Mechanical properties like hardness and yield strength show directionality based on build orientation. Test along both horizontal and vertical axes.
- Efterbearbetning: Precipitation hardening heat treatment after printing results in significant strengthening over as-printed state. Solutionizing followed by aging is recommended.
- Testing: Print a number of standardized test geometries with each build to allow detailed characterization and quality verification.
Using optimized parameters and appropriate post-processing, properties better than cast or forged equivalents can be attained in printed Hastelloy G30 components.
VANLIGA FRÅGOR
Q: What particle size range is recommended for printing Hastelloy G30?
A: A blended powder distribution between 15-45 microns is suggested as this allows dense packing while still flowing smoothly during recoat.
Q: Does Hastelloy G30 require hot isostatic pressing (HIP) after laser printing?
A: Yes, HIP helps eliminate internal voids, improves fatigue response and ensures consistency of properties across large printed components. HIP at 1160°C under 100-150 MPa pressure for 4 hours is typically used.
Q: What heat treatment is used to enhance properties of as-printed G30 parts?
A: Solution heat treatment at 1120°C for 1 hour followed by aging at 850°C for 4 hours results in significant strengthening and hardness increase over as-printed state due to gamma prime and gamma double prime precipitation.
Q: Is Hastelloy G30 easily weldable for joining to other alloy components?
A: Yes, Hastelloy G30 exhibits excellent weldability. Low thermal expansion matches other nickel alloys for reliable welded fabrications used in high-temperature applications.
Q: What design considerations apply when printing complex shapes with Hastelloy G30 powder?
A: Minimal wall thickness, avoidance of overhangs, inclining angles past 60°, and sufficient support structures help reduce residual stresses and prevent distortion or collapse during printing of complex geometries.
Få det senaste priset
Om Xmetto
Produktkategori
HOT SALE



KONTAKTA OSS
Har du några frågor? Skicka oss meddelande nu! Vi kommer att betjäna din begäran med ett helt team efter att ha fått ditt meddelande.