Nickellegering X750 pulver
Nickel Alloy X750 är en utskiljningshärdbar nickel-kromlegering som ger utmärkt motståndskraft mot korrosion och oxidation. Den är känd för att behålla styrka, seghet och duktilitet efter åldringshärdning och har anmärkningsvärd högtemperaturhållfasthet.
X750 har god formbarhet i glödgat tillstånd och kan lätt tillverkas med hjälp av standardmetoder för formning i verkstaden. Det kan lätt smidas eller på annat sätt varmbearbetas. Kallformning innebär inga särskilda problem. Det har också utmärkt svetsbarhet.
Här är en översikt över Nickel Alloy X750 pulvers egenskaper och användningsområden:
Låg MOQ
Tillhandahålla låg minsta orderkvantitet för att möta olika behov.
OEM & ODM
Tillhandahålla kundanpassade produkter och designtjänster för att tillgodose unika kundbehov.
Tillräckligt lager
Säkerställa snabb orderhantering och tillhandahålla tillförlitlig och effektiv service.
Kundtillfredsställelse
Tillhandahålla högkvalitativa produkter med kundnöjdhet i fokus.
dela denna produkt
Innehållsförteckning
Översikt
Nickellegering X750 pulver är en utskiljningshärdbar nickel-kromlegering som ger utmärkt motståndskraft mot korrosion och oxidation. Den behåller sin styrka, seghet och duktilitet efter åldringshärdning och har en anmärkningsvärd hållfasthet vid höga temperaturer.
X750 har god formbarhet i glödgat tillstånd och kan lätt tillverkas med hjälp av standardmetoder för formning i verkstaden. Det kan lätt smidas eller på annat sätt varmbearbetas. Kallformning innebär inga särskilda problem. Det har också utmärkt svetsbarhet.
Här är en översikt över Nickel Alloy X750 pulvers egenskaper och användningsområden:
Sammansättning:
- Nickel: 70%
- Krom: 15%
- Järn: 7%
- Titan- och aluminiumtillägg
Egenskaper:
- Utmärkt motståndskraft mot korrosion och oxidation
- Bibehåller hög hållfasthet och seghet upp till 704°C (1300°F)
- Åldershärdande
- Lätt att tillverka
- God svetsbarhet
Applikationer:
- Komponenter till gasturbiner
- Komponenter till turboladdare
- Fixturer för värmebehandling
- Distanshållare för kärnbränsleelement
- Utrustning för kemi- och livsmedelsbearbetning
Typer och beteckningar
Nickel Alloy X750-pulver finns med olika partikelstorleksfördelningar:
| Typ | Partikelstorlek |
|---|---|
| Fin kvalitet | 15-45 μm |
| Medelhög kvalitet | 45-106 μm |
| Grov kvalitet | 106-250 μm |
Den har också flera standardspecifikationer och beteckningar:
- UNS N07750
- WNR 2.4668
- AMS 5667
- ASME SB-171
- ASTM B640
Sammansättning och egenskaper
Den typiska sammansättningen och egenskaperna hos Nickel Alloy X750 pulver är:
Tabell 1: Kemisk sammansättning av Nickel Alloy X750 pulver
| Element | Sammansättning (%wt) |
|---|---|
| Nickel (Ni) | 70,0 min |
| Krom (Cr) | 14.0-17.0 |
| Järn (Fe) | 5.0-9.0 |
| Titan (Ti) | 0.7-1.2 |
| Aluminium (Al) | 0.2-1.0 |
| Kol (C) | 0,08 max |
| Mangan (Mn) | 1,0 max |
| Kisel (Si) | 1,0 max |
| Koppar (Cu) | 0,5 max |
| Svavel (S) | 0,015 max |
| Fosfor (P) | 0,015 max |
Tabell 2: Fysikaliska egenskaper hos pulver av nickellegering X750
| Fastighet | Värde |
|---|---|
| Täthet | 8,36 g/cc |
| Smältpunkt | 2400-2550°F (1315-1399°C) |
| Termisk konduktivitet | 9,4-12,4 W/m-K (68-218°F) |
| Elasticitetsmodul | 31 x 106 psi |
| Elektrisk resistivitet | 617 μΩ-cm |
| Koefficient för termisk expansion | 8,1 x 10-6/°F (14,6 μm/m-°C) |
Tabell 3: Mekaniska egenskaper hos pulver av nickellegering X750
| Mekanisk egendom | Värde |
|---|---|
| Draghållfasthet | 190-240 ksi (1310-1655 MPa) |
| 0,2% Utbyteshållfasthet | 140-190 ksi (965-1310 MPa) |
| Töjning | 10-22% |
| Hårdhet | Rockwell C 35-45 |
Tillämpningar och användningsområden
Några av de viktigaste användningsområdena för Nickel Alloy X750-pulver inkluderar:
Tabell 4: Användningsområden för nickellegering X750 pulver
| Industri | Tillämpningar |
|---|---|
| Flyg- och rymdindustrin | Komponenter till gasturbinmotorer, Komponenter till turboladdare |
| Fordon | Avgasventiler och komponenter |
| Industriell | Fixturer och brickor för värmebehandling |
| Olja & Gas | Komponenter till brunnshuvud, ventiler, pumpar |
| Kemisk | Reaktortankar, rörledningar, värmeväxlare |
| Livsmedelsbearbetning | Tryckkärl, förångare |
| Kärnkraft | Distanser och fjädrar för bränsleelement |
Den utmärkta värme- och korrosionsbeständigheten gör X750 lämplig för användning i högtemperaturmiljöer som förekommer i gasturbiner, turboladdare, industriugnar och andra extrema applikationer upp till 704°C (1300°F).
Den höga hållfastheten är värdefull för komponenter som utsätts för mekaniska påfrestningar, t.ex. ventiler, pumpar, högtryckskärl och rörledningar.
De enastående drag-, sträck- och krypbrottsegenskaperna vid rumstemperatur i kombination med oxidationsbeständighet och tillverkningsbarhet ger bevisade fördelar för många kritiska tillämpningar inom kemisk processindustri.
Specifikationer och tillgänglighet
Nickel Alloy X750-pulver är lätt tillgängligt från ledande globala leverantörer av specialmetaller i olika storleksfördelningar:
Tabell 5: Nickel Alloy X750 pulverstorlekar och dimensioner
| Typ | Partikelstorlek | **ASTM skärmstorlek ** |
|---|---|---|
| Ultrafin | 1-5 μm | N/A |
| Fina | 15-45 μm | -325 maskor |
| Medium | 45-106 μm | 140-325 maskor |
| Grov | 106-250 μm | -140 maskor |
Tabell 6: Indikativ prissättning för Nickel Alloy X750 pulver
| Typ | Skick | Pris ($/kg) |
|---|---|---|
| Pulver | -325 maskor | $75 – $150 |
| Pulver | 140-325 Mesh | $50 – $120 |
| Pulver | -140 nät | $45- $100 |
Priserna kan variera beroende på antal och exakta specifikationer. Kontakta ledande tillverkare och leverantörer för anpassade offerter.
Jämförelse med legering 718
Nickel Alloy X750 är en del av den högpresterande nickel-krom-familjen med liknande sammansättning som den populära Alloy 718.
Här är en jämförelse mellan Alloy X750- och Alloy 718-pulver med avseende på viktiga parametrar:
Tabell 8: Jämförelse mellan nickellegering X750 och legering 718
| Fastighet | X750 | 718 |
|---|---|---|
| Densitet (g/cc) | 8.36 | 8.19 |
| Smältintervall (°F) | 2400-2550 | 2300-2350 |
| Draghållfasthet (ksi) | 190-240 | 160-220 |
| Kryphållfasthet | Bättre | Bra |
| Tillverkningsbarhet | Bättre | Måttlig |
| Svetsbarhet | Utmärkt | Måttlig |
| Motståndskraft mot korrosion | Utmärkt | Måttlig |
| Oxideringsbeständighet | Utmärkt | Dålig |
| Kostnad | Måttlig | Billigt |
| Tillgänglighet | Måttlig | Lättillgänglig |
Sammanfattningsvis visar Alloy X750:
- Högre kryphållfasthet för användning vid höga temperaturer
- Bättre fabricerbarhet och svetsbarhet för enklare tillverkning
- Betydligt förbättrad korrosions- och oxidationsbeständighet
- Måttlig kostnadspremie jämfört med 718
Alloy X750 är förstahandsvalet för extrema miljöer medan Alloy 718 erbjuder en mer ekonomisk lösning för mindre kritiska applikationer.
Fördelar och begränsningar
Några av de viktigaste fördelarna och begränsningarna med Nickel Alloy X750-pulver inkluderar:
Tabell 9: Fördelar med Nickel Alloy X750 pulver
| Fördelar |
|---|
| Utmärkt drag-, sträck- och brotthållfasthet vid rumstemperatur |
| Bibehåller draghållfastheten upp till 704°C (1300°F) |
| Motståndskraftig mot kryp- och termisk utmattningssprickbildning |
| Enastående motståndskraft mot korrosion i reducerande och oxiderande medier upp till 982°C (1800°F) |
| Utmärkt oxidationsbeständighet upp till 1204°C (2200°F) |
| God formbarhet i glödgat tillstånd |
| Smidda eller varmbearbetade |
| Lätt att svetsa med konventionella metoder |
Bearbetning och tillverkning
Nickel Alloy X750-pulver kan bearbetas till färdiga komponenter med olika metoder:
Gjutning
- Investeringsgjutning är vanligt förekommande. Keramiska formar möjliggör gjutning vid 1427-1538°C (2600-2800°F). Producerar mycket sunda gjutgods.
- Sandgjutning kan också utföras, men då krävs extra tillförsel av flytande metall för att få en bra hållfasthet. Speciella sandbindemedel kan krävas.
- Gjutning av skalformar ger produkter som är jämförbara med investeringsgjutning. Tunna rullar kan tillverkas.
- Stranggjutning i grafitformar används ofta för att tillverka ämnen för vidare bearbetning.
Tabell 11: Specifikationer för gjutning
| Process | Storlekar | Toleranser | Ytbehandlingar |
|---|---|---|---|
| Investeringar | 0,1-100 kg | ± 0,030 in/in | Som gjuten, HIP |
| Sand | 25-2000 lbs | ± 0,125 in/in | Som gjuten, jordad |
| Skal | 0,5-75 kg | ± 0,060 tum/in | Som gjuten |
| Kontinuerlig besättning | 3-12 in dia billets | ± 0,125 in/in dia | Hett arbetade |
Typiska gjutdefekter som varmrivning, mikroporositet och segregering kan förekomma men kan minimeras genom korrekt gjutning/risning, formkonstruktion och gjutning/skakning.
Bearbetning av deformation
Varmbearbetning utförs mellan 1177-1260°C (2150-2300°F) följt av luftkylning. Varmbearbetning sker under 1038°C (1900°F). Kallbearbetning kan kräva mellanliggande glödgning.
Vanliga metoder inkluderar:
- Smidning: Processen med sluten form ger bästa egenskaper
- Valsning: Både plan- och formvalsning utförs. Minsta tjockleksreduktion 30%
- Extrudering: Utmärkta egenskaper uppnås i sektioner upp till 8 in dia
- Dragning: Kraftig tråd/stång kan dras. Mellanliggande mjukgörning kan behövas.
Tabell 12: Viktiga specifikationer
| Metod | Storleksintervall | Neddragningar | Ytbehandlingar |
|---|---|---|---|
| Smide | 0,1-1000 kg | 30-90% | Hett arbetade |
| Rullande | 0,05-500 lbs | 30-80% | Hett band |
| Extrudering | 0,5-500 kg | 75-90% | Som strängpressad |
| Ritning | 0,003-3 tum dia | 30-65% | Blankglödgad |
Processer för sammanfogning
Alla standardmetoder kan effektivt sammanfoga X750-delar. Matchande legeringar är att föredra för optimala egenskaper.
Svetsning: Gasvolframbåge (GTAW) och gasmetallbågsvetsning (GMAW) används mest. Motstånds- och laserstrålesvetsning används också ibland. Tillsatsmaterial med matchande sammansättning används. Fogarna uppvisar utmärkt hållfasthet. Korrekt värmebehandling före och efter svetsning är avgörande för att undvika sprickbildning.
Lödning: Vakuumlödning ger den bästa kombinationen av hållfasthet och temperaturbeständighet. Olika silverlegeringar används och lödning sker vid 1900-2000°F (1038-1093°C). Viktigt att kontrollera avstånd, flussmedel och atmosfär.
Tabell 13: Rekommendationer för sammanfogning
| Process | Metoder | Fyllnadsmetaller | Kommentarer |
|---|---|---|---|
| Svetsning | GTAW, GMAW | Legering 625, 725 | Observera maximal tid mellan passagerna |
| Lödning | Vakuum | Silverlödning | Fluxless föredras |
| Beklädnad | Rullbindning | Kopparlegeringar | Varmvalspläterad |
| Fästanordning | Bultning, nitning | Legering X750 | Använd kallbearbetade hål |
Behandlingar efter bearbetning
Lösningsvärmebehandling och åldringshärdning används för att utveckla optimala egenskaper:
Lösning Behandling - Utförs vid 1149-1260°C (2100-2300°F) följt av luft- eller vattenkylning. Möjliggör efterföljande åldershärdning.
Åldershärdning - Åldras vid 1325-1425°F (± 25°F) i 10-50 timmar följt av luftkylning. Uppnår utskiljningshärdning för maximala hållfasthetsnivåer.
Valfri stabiliseringsbehandling innebär 850-1200°F under 1-16 timmar för att stabilisera mot framtida förändringar av egenskaperna.
Tabell 14: Specifikationer för efterbehandling
| Process | Behandling | Förväntade egenskaper |
|---|---|---|
| Behandling av lösningar | 1177°C (2150°F), 30 min, AC | Optimerad mikrostruktur |
| Åldershärdning | 732°C (1350°F), 24 timmar, AC | 190-240 ksi UTS |
| Stabilisering | 538°C (1000°F), 4 timmar, AC | Stabil hårdhet |
Pulverproduktion
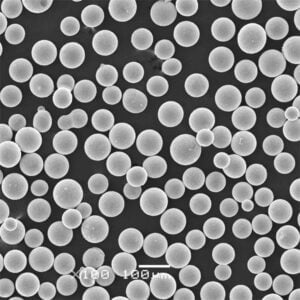
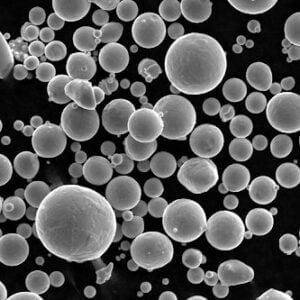
Nickel Alloy X750-pulver produceras kommersiellt med gasatomiserings- och vattenatomiseringsmetoder. Partikelstorleksfördelningen kontrolleras noggrant med hjälp av specialiserade munstycken och kalibrerad siktning. Inertgas med hög renhet används för att förhindra kontaminering.
Tabell 15: Produktionsmetoder för pulver
| Process | Storlekar | Pris | Renhet |
|---|---|---|---|
| Atomisering av gas | 10-250 μm | 30-200 kg/timme | 99.9% |
| Atomisering av vatten | 25-150 μm | 20-100 kg/timme | 99.7% |
Både gas- och vattenatomiserade pulver har en sfärisk partikelmorfologi som är idealisk för additiv tillverkning, formsprutning av metall och andra pulvermetallurgiska applikationer.
Konstruktionsdata
Viktiga parametrar för konstruktionsdata för Nickel Alloy X750 sammanfattas nedan för referens under konstruktions- och komponentdesignaktiviteter:
Tabell 16: Parametrar för konstruktionsdata för nickellegering X750
| Kategori | Värden | Kommentarer |
|---|---|---|
| Täthet | 0,302 lb/in3 | Måttlig vikt |
| Young's modul | 30,8 x 106 psi | Styvhet |
| Poissonförhållande | 0.294 | – |
| Skjuvmodul | 11,7 x 106 psi | Motstånd mot formförändringar |
| Elektrisk resistivitet | 617 μΩ-cm | Högre motstånd än koppar |
| Friktionskoefficient | 0.46-0.80 | Varierar beroende på ytfinish |
| Termisk konduktivitet | 113-124 BTU-in/hr-ft2-°F | Högre än rostfritt stål |
| Specifik värme | 0,106 BTU/lb-°F | – |
| Genomsnittlig CTE | 7,3 x 10-6 in/in-°F | Genomsnitt mellan RT-500°F |
| Prandtl-tal | 0.012 | Förhållandet mellan momentumdiffusivitet och termisk diffusivitet |
| Värmeöverföringskoefficient | 120-200 BTU/h-ft2-°F | Beror på miljön |
Strukturella belastningsförhållanden
För konstruktionsberäkningar vid extrema temperaturer, använd:
- Draghållfasthet: 140-190 ksi
- Sträckgräns för tryck: 170-220 ksi
- Modulförhållande, E (legering X750)/E (stål): 1.0
Vid rumstemperatur upp till 500°F - Måttlig korrosionshastighet på mindre än 0,002 in/år förväntas.
Upp till 1900°F - Utmärkt motståndskraft mot varmkorrosion och oxidation. Använd parabolisk hastighetskonstant kp = 3,4 x 10-8 mg2/cm4/s.
Kryp- och utmattningshållfasthet
Alloy X750 uppvisar utmärkt krypmotstånd. Brotthållfasthet högre än 80 ksi i 100.000 timmar vid 980°C (1300°F).
För cykliska utmattningsförhållanden, använd:
- Utmattningshållfasthet vid 106 cykler (endurance) på 95-100 ksi
- Reduktionsfaktor 1,0 för maskinbearbetad ytfinish i stället för tillverkningsfärdig
Miljön har liten effekt på utmattningshållfastheten. Använd utmattningsreduktionsfaktor = 0,95 för luftmiljö.
Bearbetning av nickellegering X750
Nickellegering X750 har utmärkt bearbetbarhet i glödgat tillstånd och kan bearbetas med de flesta vanliga verkstadsmetoder och verktyg.
Spånbrytare rekommenderas för effektiv spånkontroll. Stela uppställningar krävs för att minimera vibrationer. Skärverktyg med positiv skärvinkel och vassa skäreggar ger längsta möjliga livslängd.
Låg värmeledningsförmåga leder till värmekoncentration och därför bör rikligt med kylvätska användas.
Tabell 17: Bearbetningsmetoder
| Metod | Verktygsmaterial | Hastigheter/varvtal | Kommentarer |
|---|---|---|---|
| Vändning | Höghastighetsstål, hårdmetall, keramik, CBN, PCD | 100-250 sfm | Använd kraftiga skärdjup |
| Borrning | Hårdmetall med TiAlN-beläggning | 10-30 sfm | Peckborra större diametrar |
| Gängning | Skär av hårdmetall | 4-10 ipr | Behåll verktygets nosradie |
| Fräsning | Hårdmetall, |
Bearbetning och tillverkning
Nickel Alloy X750-pulver kan bearbetas till delar med olika metoder:
Additiv tillverkning
Additiv tillverkning (AM), även känd som 3D-printing, använder nickellegeringspulvret som råmaterial för att bygga upp komponenter lager för lager. Några AM-tekniker som är lämpliga för X750 inkluderar:
Direkt metallsintring med laser (DMLS)
- Pulvret smälts selektivt med en högeffektslaser
- Producerar helt täta delar med fin mikrostruktur
- Utmärkt måttnoggrannhet och ytfinhet
- Möjlighet till komplexa geometrier
Smältning med elektronstråle (EBM)
- Pulvret smälts med en elektronstråle i vakuum
- Uppnår nästan full densitet med god styrka
- Lägre ytfinhet jämfört med laserprocesser
- Snabba bygghastigheter tack vare högre strålstyrka
Binder Jetting
- Flytande bindemedel som selektivt deponeras för att sammanfoga pulverpartiklar
- Kostnadseffektiv process med hög produktivitet
- Kräver efterbearbetning som sintring och infiltration
- Större detaljer möjliga med god geometrisk frihet
Kall spray
- Pulverpartiklar accelereras till överljudshastigheter och träffar ett substrat
- Kinetisk energi binder partiklar till ytan
- Tjocka beläggningar och friformsformer kan byggas upp
- Minimal uppvärmning bevarar basmaterialets egenskaper
Tabell 11: Additiva tillverkningsprocesser för Nickel Alloy X750
| Process | Precision | Ytfinish | Mekaniska egenskaper | Geometri | Hastighet |
|---|---|---|---|---|---|
| DMLS | Hög | Utmärkt | Förutsägbar | Komplex | Långsam |
| EBM | Hög | Måttlig | Konsekvent | Komplex | Måttlig |
| Binder jet | Måttlig | Dålig | Variabel | Enkel | Snabb |
| Kall spray | Låg | Grov | Anisotropisk | Enkel | Snabb |
Parametrar som lasereffekt, strålstorlek, luckavstånd och skanningsstrategi kan optimeras för att kontrollera detaljdensitet, ytkvalitet, mikrostruktur och mekanisk prestanda.
Värmebehandlingar som varm isostatisk pressning (HIP) och åldring kan tillämpas efter bearbetning för att ytterligare förbättra förtätning och materialegenskaper.
Gjutning
X750-legeringen kan också induktionssmältas och gjutas till göt, billets och stänger med hjälp av processer som:
- Induktionssmältning i vakuum
- Omsmältning med elektroslagg
- Investeringsgjutning
Gjutna produkter fungerar som råmaterial för efterföljande nedbrytningsoperationer som smide, valsning och strängpressning. De kan också bearbetas direkt till komponenter med exakt form.
Bearbetning av deformation
Olika deformationstekniker kan tillämpas på råmaterial av gjutna nickellegeringar:
Smide
- Pressning eller hamring av gjutgöt mellan formar
- Förbättrar hållfastheten genom kornflöde och arbetshärdning
- Nära nettoformer kan uppnås
Rullande
- Komprimering och minskning av tjockleken mellan rullarna
- Producerar ark, remsor och plattor
- Kontrollerar kornstrukturen och förbättrar egenskaperna
Extrudering
- Forcering genom en dörröppning
- Formar långa sektioner med fast tvärsnitt
- Tät produkt med enhetliga fina korn
Ritning
- Dragning genom en matris med hjälp av dragkraft
- Minskar tvärsnittet på stänger, rör eller trådar
- Ökad styrka och hårdhet
Legeringen glödgas periodvis under bearbetningen för att återställa segheten och undvika sprickbildning. Slutlig värmebehandling och åldring följer för att uppnå önskade egenskaper.
Vanliga frågor
F: Vad är Nickel Alloy X750?
A: X750 är en utskiljningshärdbar nickel-kromlegering med utmärkt hållfasthet upp till 700°C (1300°F), enastående korrosions- och oxidationsbeständighet och goda tillverkningsegenskaper.
F: Vilka är de typiska applikationerna för X750?
A: Komponenter till gasturbiner, turboladdare, kärnbränsleelement, kemisk processutrustning, livsmedelskärl - överallt där man behöver kunna arbeta vid höga temperaturer i tuffa miljöer.
F: Är Nickel Alloy X750 svetsbar?
S: Ja, X750 har god svetsbarhet för en utskiljningshärdad legering med hög hållfasthet. Gasvolframbågssvetsning och gasmetallbågsvetsning kan ge bra svetsar. Spänningsavlastande värmebehandling används ofta efter svetsning.
Få det senaste priset
Om Xmetto
Produktkategori
HOT SALE



KONTAKTA OSS
Har du några frågor? Skicka oss meddelande nu! Vi kommer att betjäna din begäran med ett helt team efter att ha fått ditt meddelande.