M2 Powder
M2 to proszek ze stali szybkotnącej charakteryzujący się wysoką twardością i odpornością na zużycie, a także dobrą wytrzymałością i wytrzymałością na ściskanie. Jest szeroko stosowany w produkcji dodatków metalowych do wytwarzania trwałych narzędzi do cięcia, formowania i tłoczenia.
Niskie MOQ
Zapewnij niską minimalną ilość zamówienia, aby spełnić różne potrzeby.
OEM I ODM
Dostarczanie niestandardowych produktów i usług projektowych w celu zaspokojenia unikalnych potrzeb klientów.
Odpowiednie zapasy
Zapewnienie szybkiego przetwarzania zamówień oraz niezawodnej i wydajnej obsługi.
Zadowolenie klienta
Dostarczanie wysokiej jakości produktów, których podstawą jest zadowolenie klienta.
Udostępnij ten produkt
Spis treści
M2 to proszek ze stali szybkotnącej charakteryzujący się wysoką twardością i odpornością na zużycie, a także dobrą wytrzymałością i wytrzymałością na ściskanie. Jest szeroko stosowany w produkcji dodatków metalowych do wytwarzania trwałych narzędzi do cięcia, formowania i tłoczenia.
Skład proszku M2
Skład proszku ze stali szybkotnącej M2 jest następujący:
| Element | Waga % | Cel |
|---|---|---|
| Wolfram | 6.0 – 6.8 | Twardość, odporność na zużycie |
| Molibden | 4.8 – 5.5 | Wytrzymałość, siła |
| Chrom | 3.8 – 4.5 | Hartowanie, odporność na zużycie |
| Wanad | 1.9 – 2.2 | Hartowanie, odporność na zużycie |
| Węgiel | 0.78 – 0.88 | Hartowanie |
| Mangan | 0.15 – 0.45 | Hartowanie |
| Krzem | 0.15 – 0.45 | Odtleniacz |
Wysoka zawartość wolframu, molibdenu i chromu zapewnia doskonałą twardość i odporność na zużycie.
Właściwości proszku M2
Kluczowe właściwości proszku M2 obejmują:
| Nieruchomość | Opis |
|---|---|
| Twardość | 64 - 66 HRC po obróbce cieplnej |
| Odporność na zużycie | Doskonała odporność na ścieranie i erozję |
| Wytrzymałość | Wyższe niż gatunki węglika wolframu |
| Wytrzymałość na ściskanie | Do 300 ksi |
| Odporność na ciepło | Może być używany w temperaturze do 600°C |
| Odporność na korozję | Lepsze niż zwykłe stale węglowe |
Właściwości te sprawiają, że M2 nadaje się do trwałego cięcia, tłoczenia i formowania narzędzi.
Parametry procesu AM dla proszku M2
Typowe parametry drukowania proszku M2 obejmują:
| Parametr | Wartość typowa | Cel |
|---|---|---|
| Wysokość warstwy | 20-50 μm | Rozdzielczość a szybkość kompilacji |
| Moc lasera | 250-500 W | Wystarczające topienie bez parowania |
| Prędkość skanowania | 400-1200 mm/s | Gęstość a szybkość produkcji |
| Rozstaw włazów | 80-120 μm | Właściwości mechaniczne |
| Struktura wsparcia | Minimalny | Łatwe usuwanie |
| Prasowanie izostatyczne na gorąco | 1160°C, 100 MPa, 3 godz. | Eliminacja porowatości |
Parametry dostosowane do gęstości, mikrostruktury, szybkości narastania i wymagań dotyczących obróbki końcowej.
Zastosowania drukowanych w 3D narzędzi M2
Komponenty M2 wytwarzane metodą AM są wykorzystywane do
| Przemysł | Aplikacje narzędziowe |
|---|---|
| Motoryzacja | Matryce do tłoczenia, narzędzia formujące, osprzęt |
| Lotnictwo i kosmonautyka | Przyrządy, osprzęt, narzędzia do przycinania |
| Urządzenia | Stemple, wykrojniki, matryce do gięcia |
| Towary konsumpcyjne | Formy wtryskowe, matryce do tłoczenia |
| Medyczny | Narzędzia tnące, tarniki, prowadnice wierteł |
Korzyści w porównaniu z tradycyjnie przetwarzanymi narzędziami M2 obejmują złożoność, czas realizacji i redukcję kosztów.
Specyfikacje proszku M2 dla AM
Proszek M2 musi spełniać rygorystyczne specyfikacje:
| Parametr | Specyfikacja |
|---|---|
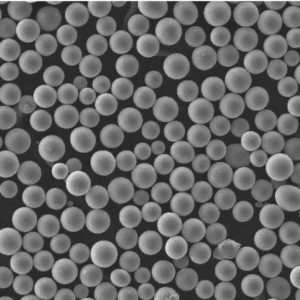
| Zakres wielkości cząstek | 15-45 μm typowo |
| Kształt cząsteczki | Sferyczna morfologia |
| Gęstość pozorna | > 4 g/cc |
| Gęstość kranu | > 6 g/cc |
| Natężenie przepływu w hali | > 23 s dla 50 g |
| Czystość | >99,9% |
| Zawartość tlenu | <300 ppm |
Dostępne są niestandardowe rozkłady wielkości i kontrolowane poziomy wilgotności.
Dostawcy proszku M2
Do renomowanych dostawców proszku M2 należą:
| Dostawca | Lokalizacja |
|---|---|
| Sandvik Osprey | WIELKA BRYTANIA |
| Carpenter Additive | USA |
| Erasteel | Szwecja |
| Hoganas | Szwecja |
| Technologia LPW | WIELKA BRYTANIA |
Ceny wahają się od $50/kg do $120/kg w zależności od jakości i wielkości zamówienia.
Obsługa i przechowywanie proszku M2
Jako materiał reaktywny, ostrożne obchodzenie się z proszkiem M2 jest niezbędne:
- Przechowywać szczelnie zamknięte pojemniki z dala od wilgoci, iskier i źródeł zapłonu.
- Podczas przenoszenia i przechowywania należy używać osłony z gazu obojętnego.
- Uziemienie sprzętu w celu rozproszenia ładunków elektrostatycznych
- Unikaj gromadzenia się pyłu dzięki systemom odsysania
- Przestrzegaj obowiązujących środków ostrożności
Właściwe techniki zapewniają optymalny stan proszku.
Kontrola i testowanie proszku M2
Metody testowania jakości obejmują:
| Metoda | Testowane parametry |
|---|---|
| Analiza sitowa | Rozkład wielkości cząstek |
| Obrazowanie SEM | Morfologia cząstek |
| EDX | Chemia i skład |
| XRD | Obecne fazy |
| Piknometria | Gęstość |
| Natężenie przepływu w hali | Płynność proszku |
Testowanie zgodnie z normami ASTM weryfikuje jakość proszku i spójność partii.
Porównanie M2 z alternatywnymi proszkami stali narzędziowej
M2 porównuje się do innych stopów stali narzędziowej, takich jak:
| Stop | Odporność na zużycie | Wytrzymałość | Koszt | Łatwość przetwarzania |
|---|---|---|---|---|
| M2 | Doskonały | Dobry | Średni | Uczciwy |
| H13 | Dobry | Doskonały | Niski | Doskonały |
| S7 | Doskonały | Uczciwy | Wysoki | Trudne |
| 420 ze stali nierdzewnej | Słaby | Doskonały | Niski | Doskonały |
Dzięki swoim zrównoważonym właściwościom, M2 przewyższa alternatywy w wielu zastosowaniach narzędzi odpornych na zużycie.
Plusy i minusy proszku M2 do metalu AM
| Plusy | Wady |
|---|---|
| Doskonała twardość i odporność na zużycie | Niższa udarność niż w przypadku stali narzędziowych do pracy na zimno |
| Dobra odporność na ciepło i stabilność termiczna | Wymagane przetwarzanie końcowe, takie jak HIP i obróbka cieplna |
| Ugruntowane referencje dla metalowego AM | Wymagane przechowywanie w kontrolowanej atmosferze |
| Przewaga kosztowa nad egzotycznymi stalami narzędziowymi | Trudne do obróbki po wydrukowaniu |
| Właściwości odpowiadają konwencjonalnemu M2 | Ograniczona odporność na korozję |
M2 umożliwia stosowanie narzędzi addytywnych o wysokiej odporności na zużycie, choć nie nadaje się do środowisk silnie korozyjnych.
Często zadawane pytania dotyczące proszku M2
P: Jaki zakres wielkości cząstek najlepiej sprawdza się przy drukowaniu proszku M2?
Typowy zakres to 15-45 mikronów. Zapewnia optymalną płynność proszku w połączeniu z wysoką rozdzielczością i gęstymi częściami.
P: Jakie metody obróbki końcowej są stosowane w przypadku części M2 AM?
O: Prasowanie izostatyczne na gorąco, obróbka cieplna, szlifowanie powierzchni/EDM i śrutowanie są zwykle stosowane w celu wyeliminowania pustych przestrzeni, utwardzenia i wykończenia części.
P: Który proces druku 3D z metalu jest idealny dla stopu M2?
M2 można skutecznie drukować przy użyciu procesów selektywnego topienia laserowego (SLM), bezpośredniego spiekania laserowego metali (DMLS) i topienia wiązką elektronów (EBM).
P: Jakiej dokładności i wykończenia powierzchni można oczekiwać w przypadku drukowanych części M2?
O: Przetworzone komponenty M2 mogą osiągać tolerancje wymiarowe i wykończenie powierzchni porównywalne z narzędziami M2 obrabianymi CNC.
P: Jakie branże wykorzystują wytwarzane addytywnie komponenty oprzyrządowania M2?
O: Sektory motoryzacyjny, lotniczy, medyczny, dóbr konsumpcyjnych, urządzeń i przemysłowy korzystają z drukowanych w 3D narzędzi M2.
P: Jaka jest kluczowa różnica między gatunkami stali szybkotnącej M2 i M4?
O: M4 ma nieco niższą zawartość wanadu i molibdenu, co prowadzi do lepszego połączenia odporności na zużycie i wytrzymałości w porównaniu z M2.
P: Czy M2 wymaga struktur wspierających podczas drukowania 3D?
O: Zaleca się minimalne podpory na zwisach i mostach, aby zapobiec deformacji i umożliwić łatwe usunięcie po wydrukowaniu.
P: Jakiej gęstości można oczekiwać w przypadku zoptymalizowanych części M2 drukowanych w 3D?
O: Gęstość powyżej 99% jest osiągalna dla M2 przy użyciu idealnych parametrów dostosowanych specjalnie do tego stopu.
P: Jakie wady mogą wystąpić podczas drukowania proszku M2?
O: Potencjalne wady to pęknięcia, odkształcenia, porowatość, niepełne stopienie i chropowatość powierzchni. Większości z nich można zapobiec poprzez optymalizację parametrów.
P: Czy HIP jest wymagany dla wszystkich komponentów oprzyrządowania M2 AM?
O: Chociaż jest to wysoce zalecane, HIP może nie być absolutnie konieczne w przypadku niekrytycznych zastosowań narzędzi. Może wystarczyć sama obróbka cieplna.
Uzyskaj najnowszą cenę
Informacje o Xmetto
Kategoria produktu
GORĄCA WYPRZEDAŻ



KONTAKT
Masz pytania? Wyślij nam wiadomość teraz! Po otrzymaniu wiadomości obsłużymy Twoją prośbę całym zespołem.