Proszek ze stopu niklu X750
Nickel Alloy X750 to utwardzany wydzieleniowo stop niklowo-chromowy zapewniający doskonałą odporność na korozję i utlenianie. Charakteryzuje się zachowaniem wytrzymałości, ciągliwości i plastyczności po utwardzaniu wydzieleniowym oraz niezwykłą wytrzymałością w wysokich temperaturach.
X750 ma dobrą formowalność w stanie wyżarzonym i może być łatwo wytwarzany przy użyciu standardowych praktyk formowania warsztatowego. Może być łatwo kuty lub w inny sposób obrabiany na gorąco. Formowanie na zimno nie nastręcza szczególnych problemów. Charakteryzuje się również doskonałą spawalnością.
Oto przegląd właściwości i zastosowań proszku Nickel Alloy X750:
Niskie MOQ
Zapewnij niską minimalną ilość zamówienia, aby spełnić różne potrzeby.
OEM I ODM
Dostarczanie niestandardowych produktów i usług projektowych w celu zaspokojenia unikalnych potrzeb klientów.
Odpowiednie zapasy
Zapewnienie szybkiego przetwarzania zamówień oraz niezawodnej i wydajnej obsługi.
Zadowolenie klienta
Dostarczanie wysokiej jakości produktów, których podstawą jest zadowolenie klienta.
Udostępnij ten produkt
Spis treści
Przegląd
Proszek ze stopu niklu X750 to utwardzany wydzieleniowo stop niklowo-chromowy zapewniający doskonałą odporność na korozję i utlenianie. Jest znany z zachowania wytrzymałości, ciągliwości i plastyczności po hartowaniu starzeniowym i ma niezwykłą wytrzymałość w wysokich temperaturach.
X750 ma dobrą formowalność w stanie wyżarzonym i może być łatwo wytwarzany przy użyciu standardowych praktyk formowania warsztatowego. Może być łatwo kuty lub w inny sposób obrabiany na gorąco. Formowanie na zimno nie nastręcza szczególnych problemów. Charakteryzuje się również doskonałą spawalnością.
Oto przegląd właściwości i zastosowań proszku Nickel Alloy X750:
Skład:
- Nikiel: 70%
- Chrom: 15%
- Żelazo: 7%
- Dodatki z tytanu i aluminium
Właściwości:
- Doskonała odporność na korozję i utlenianie
- Zachowuje wysoką wytrzymałość i ciągliwość w temperaturze do 704°C (1300°F)
- Odporność na starzenie
- Łatwy w produkcji
- Dobra spawalność
Zastosowania:
- Elementy turbin gazowych
- Elementy turbosprężarki
- Oprzyrządowanie do obróbki cieplnej
- Elementy dystansowe paliwa jądrowego
- Sprzęt do przetwórstwa chemicznego i spożywczego
Rodzaje i oznaczenia
Proszek Nickel Alloy X750 jest dostępny z różnymi rozkładami wielkości cząstek:
| Typ | Wielkość cząstek |
|---|---|
| Klasa dokładności | 15-45 μm |
| Klasa średnia | 45-106 μm |
| Gatunek gruboziarnisty | 106-250 μm |
Posiada również kilka standardowych specyfikacji i oznaczeń:
- UNS N07750
- WNR 2.4668
- AMS 5667
- ASME SB-171
- ASTM B640
Skład i właściwości
Typowy skład i właściwości proszku Nickel Alloy X750 są następujące:
Tabela 1: Skład chemiczny proszku stopu niklu X750
| Element | Skład (%wt) |
|---|---|
| Nikiel (Ni) | 70,0 min |
| Chrom (Cr) | 14.0-17.0 |
| Żelazo (Fe) | 5.0-9.0 |
| Tytan (Ti) | 0.7-1.2 |
| Aluminium (Al) | 0.2-1.0 |
| Węgiel (C) | 0.08 max |
| Mangan (Mn) | 1.0 max |
| Krzem (Si) | 1.0 max |
| Miedź (Cu) | 0,5 maks |
| Siarka (S) | 0,015 maks |
| Fosfor (P) | 0,015 maks |
Tabela 2: Właściwości fizyczne proszku stopu niklu X750
| Nieruchomość | Wartość |
|---|---|
| Gęstość | 8,36 g/cc |
| Temperatura topnienia | 2400-2550°F (1315-1399°C) |
| Przewodność cieplna | 9,4-12,4 W/m-K (68-218°F) |
| Moduł sprężystości | 31 x 106 psi |
| Rezystywność elektryczna | 617 μΩ-cm |
| Współczynnik rozszerzalności cieplnej | 8,1 x 10-6/°F (14,6 μm/m-°C) |
Tabela 3: Właściwości mechaniczne proszku stopu niklu X750
| Właściwości mechaniczne | Wartość |
|---|---|
| Wytrzymałość na rozciąganie | 190-240 ksi (1310-1655 MPa) |
| 0.2% Granica plastyczności | 140-190 ksi (965-1310 MPa) |
| Wydłużenie | 10-22% |
| Twardość | Rockwell C 35-45 |
Aplikacje i zastosowania
Niektóre z kluczowych zastosowań proszku Nickel Alloy X750 obejmują:
Tabela 4: Zastosowania proszku ze stopu niklu X750
| Przemysł | Zastosowania |
|---|---|
| Lotnictwo i kosmonautyka | Elementy silnika turbiny gazowej, Elementy turbosprężarki |
| Motoryzacja | Zawory wydechowe i komponenty |
| Przemysłowy | Uchwyty i tace do obróbki cieplnej |
| Ropa i gaz | Elementy głowicy odwiertu, zawory, pompy |
| Chemiczny | Zbiorniki reaktora, rurociągi, wymienniki ciepła |
| Przetwarzanie żywności | Zbiorniki ciśnieniowe, parowniki |
| Jądrowy | Dystanse i sprężyny elementów paliwowych |
Doskonała odporność na ciepło i korozję sprawia, że X750 nadaje się do stosowania w środowiskach o wysokiej temperaturze, takich jak turbiny gazowe, turbosprężarki, piece przemysłowe i inne ekstremalne zastosowania o temperaturze do 704°C (1300°F).
Jego wysoka wytrzymałość jest cenna w przypadku elementów poddawanych obciążeniom mechanicznym, takich jak zawory, pompy i zbiorniki wysokociśnieniowe oraz rurociągi.
Wyjątkowe właściwości rozciągania, plastyczności i pełzania w temperaturze pokojowej w połączeniu z odpornością na utlenianie i podatnością na obróbkę zapewniają sprawdzone zalety w wielu krytycznych zastosowaniach w przemyśle chemicznym.
Specyfikacja i dostępność
Proszek ze stopu niklu X750 jest łatwo dostępny u wiodących światowych dostawców metali specjalnych w różnych rozmiarach:
Tabela 5: Rozmiary i wymiary proszku Nickel Alloy X750
| Typ | Wielkość cząstek | **Rozmiar ekranu ASTM |
|---|---|---|
| Ultrafine | 1-5 μm | NIE DOTYCZY |
| Dobrze | 15-45 μm | -325 mesh |
| Średni | 45-106 μm | 140-325 mesh |
| Gruboziarnisty | 106-250 μm | -140 mesh |
Tabela 6: Orientacyjne ceny proszku stopu niklu X750
| Typ | Stan | Cena ($/kg) |
|---|---|---|
| Proszek | -325 Mesh | $75 – $150 |
| Proszek | 140-325 Mesh | $50 – $120 |
| Proszek | -140 Mesh | $45- $100 |
Ceny mogą się różnić w zależności od ilości i dokładnych specyfikacji. Skontaktuj się z wiodącymi producentami i dostawcami, aby uzyskać niestandardowe wyceny.
Porównanie z Alloy 718
Stop niklu X750 należy do wysokowydajnej rodziny stopów niklowo-chromowych o składzie podobnym do popularnego stopu 718.
Oto porównanie kluczowych parametrów proszków Alloy X750 i Alloy 718:
Tabela 8: Porównanie stopu niklu X750 i stopu 718
| Nieruchomość | X750 | 718 |
|---|---|---|
| Gęstość (g/cc) | 8.36 | 8.19 |
| Zakres topnienia (°F) | 2400-2550 | 2300-2350 |
| Wytrzymałość na rozciąganie (ksi) | 190-240 | 160-220 |
| Wytrzymałość na pełzanie | Lepiej | Dobry |
| Wytrzymałość | Lepiej | Umiarkowany |
| Spawalność | Doskonały | Umiarkowany |
| Odporność na korozję | Doskonały | Umiarkowany |
| Odporność na utlenianie | Doskonały | Słaby |
| Koszt | Umiarkowany | Niedrogi |
| Dostępność | Umiarkowany | Łatwo dostępny |
Podsumowując, Alloy X750 pokazuje:
- Wyższa wytrzymałość na pełzanie w wysokich temperaturach
- Lepsza podatność na obróbkę i spawanie ułatwiające produkcję
- Znacznie zwiększona odporność na korozję i utlenianie
- Umiarkowana premia kosztowa w stosunku do 718
Alloy X750 jest preferowanym wyborem dla ekstremalnych środowisk, podczas gdy Alloy 718 oferuje bardziej ekonomiczne rozwiązanie dla mniej krytycznych zastosowań.
Zalety i ograniczenia
Niektóre z głównych zalet i ograniczeń proszku Nickel Alloy X750 obejmują:
Tabela 9: Zalety proszku ze stopu niklu X750
| Zalety |
|---|
| Doskonała wytrzymałość na rozciąganie, plastyczność i zerwanie w temperaturze pokojowej |
| Zachowuje wytrzymałość na rozciąganie do 704°C (1300°F) |
| Odporność na pełzanie i zmęczenie cieplne |
| Wyjątkowa odporność na korozję w mediach redukujących i utleniających do 982°C (1800°F) |
| Doskonała odporność na utlenianie do 2200°F (1204°C) |
| Dobra formowalność w stanie wyżarzonym |
| Łatwo kute lub obrabiane na gorąco |
| Łatwe spawanie przy użyciu konwencjonalnych metod |
Przetwarzanie i produkcja
Proszek ze stopu niklu X750 może być przetwarzany na gotowe komponenty przy użyciu różnych metod:
Casting
- Odlewanie inwestycyjne jest powszechnie stosowane. Formy ceramiczne umożliwiają odlewanie w temperaturze 2600-2800°F (1427-1538°C). Tworzy bardzo solidne odlewy.
- Odlewanie piaskowe może być również wykonywane, ale do uzyskania solidności potrzebne jest dodatkowe podawanie ciekłego metalu. Wymagane mogą być specjalne spoiwa piaskowe.
- Odlewanie w formach skorupowych daje produkty porównywalne z odlewami inwestycyjnymi. Można produkować cienkie rolki.
- Odlewanie ciągłe w formach grafitowych jest szeroko stosowane do produkcji kęsów do dalszej obróbki.
Tabela 11: Specyfikacje odlewów
| Proces | Rozmiary | Tolerancje | Wykończenia |
|---|---|---|---|
| Inwestycje | 0,1-100 funtów | ± 0,030 in/in | As-cast, HIP |
| Piasek | 25-2000 funtów | ± 0,125 in/in | Jako odlew, szlifowany |
| Powłoka | 0,5-75 funtów | ± 0,060 in/in | Jako odlew |
| Ciągłe odlewanie | Kęsy o średnicy 3-12 cali | ± 0,125 cala/średnica | Praca na gorąco |
Typowe wady odlewnicze, takie jak gorące łzy, mikroporowatość i segregacja, mogą wystąpić, ale można je zminimalizować poprzez odpowiednie wlewanie/wstrzymywanie, projektowanie form i praktyki zalewania/wyburzania.
Przetwarzanie deformacji
Obróbka na gorąco jest wykonywana w zakresie 1177-1260°C (2150-2300°F), po czym następuje chłodzenie powietrzem. Obróbka na ciepło odbywa się w temperaturze poniżej 1038°C (1900°F). Obróbka na zimno może wymagać wyżarzania pośredniego.
Typowe metody obejmują:
- Kucie: Proces z zamkniętą matrycą zapewnia najlepsze właściwości
- Walcowanie: Zarówno walcowanie płaskie, jak i kształtowe. Minimalna redukcja grubości 30%
- Wytłaczanie: Doskonałe właściwości osiągane w sekcjach o średnicy do 8 cali
- Rysowanie: Ciężki drut/pręt może być ciągniony. Może być konieczne pośrednie zmiękczanie.
Tabela 12: Kluczowe specyfikacje
| Metoda | Zakresy rozmiarów | Redukcje | Wykończenia |
|---|---|---|---|
| Kucie | 0,1-1000 funtów | 30-90% | Praca na gorąco |
| Rolling | 0,05-500 funtów | 30-80% | Gorący zespół |
| Wytłaczanie | 0,5-500 funtów | 75-90% | Jak wytłaczane |
| Rysunek | 0,003-3 cale średnicy | 30-65% | Jasne wyżarzanie |
Procesy łączenia
Wszystkie standardowe metody mogą skutecznie łączyć części X750. Dla uzyskania optymalnych właściwości preferowane są odpowiednie stopy.
Spawanie: Najczęściej stosuje się spawanie łukowe gazowo-wolframowe (GTAW) i spawanie łukowe gazowo-metalowe (GMAW). Czasami stosuje się również spawanie oporowe i wiązką laserową. Stosowane są pręty wypełniające o dopasowanym składzie. Połączenia wykazują doskonałą wytrzymałość. Właściwa obróbka cieplna przed i po spawaniu jest niezbędna, aby uniknąć pękania.
Lutowanie: Lutowanie próżniowe zapewnia najlepszą kombinację wytrzymałości i odporności na temperaturę. Różne stopy srebra używane do lutowania w temperaturze 1900-2000°F (1038-1093°C). Kluczowe znaczenie ma kontrola odstępów, topników i atmosfery.
Tabela 13: Zalecenia dotyczące łączenia
| Proces | Metody | Metale wypełniające | Komentarze |
|---|---|---|---|
| Spawanie | GTAW, GMAW | Stop 625, 725 | Obserwować maksymalne temperatury międzyprzebiegowe |
| Lutowanie | Próżnia | Lutowanie srebrem | Preferowany beztlenowy |
| Okładzina | Klejenie rolkowe | Stopy miedzi | Walcowane na gorąco |
| Mocowanie | Przykręcanie, nitowanie | Alloy X750 | Otwory obrobione na zimno |
Przetwarzanie końcowe
W celu uzyskania optymalnych właściwości stosuje się obróbkę cieplną i utwardzanie wydzieleniowe:
Rozwiązanie Leczenie - Przeprowadzane w temperaturze 1149-1260°C (2100-2300°F), a następnie hartowane powietrzem lub wodą. Umożliwia późniejsze utwardzanie starzeniowe.
Utwardzanie wiekowe - Starzenie w temperaturze 1325-1425°F (± 25°F) przez 10-50 godzin, a następnie chłodzenie powietrzem. Osiąga utwardzanie wydzieleniowe dla maksymalnych poziomów wytrzymałości.
Opcjonalna obróbka stabilizująca obejmuje 850-1200°F przez 1-16 godzin w celu ustabilizowania przed przyszłymi zmianami właściwości.
Tabela 14: Specyfikacje przetwarzania końcowego
| Proces | Leczenie | Oczekiwane właściwości |
|---|---|---|
| Solution Treating | 2150°F (1177°C), 30 min, AC | Zoptymalizowana mikrostruktura |
| Utwardzanie wiekowe | 1350°F (732°C), 24 godziny, AC | 190-240 ksi UTS |
| Stabilizacja | 1000°F (538°C), 4 godziny, AC | Stabilna twardość |
Produkcja proszku
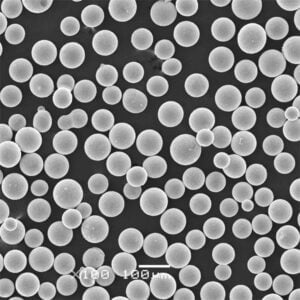
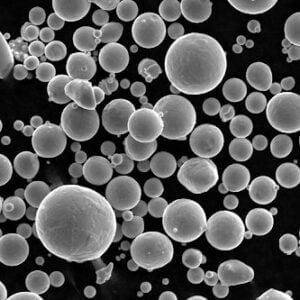
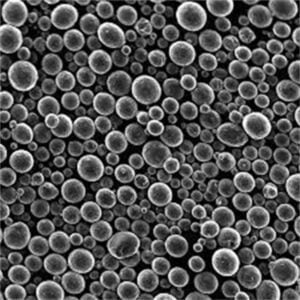
Proszek Nickel Alloy X750 jest produkowany komercyjnie metodą atomizacji gazowej i wodnej. Rozkład wielkości cząstek jest ściśle kontrolowany przez specjalistyczne dysze i skalibrowane przesiewanie. Gaz obojętny o wysokiej czystości zapobiega zanieczyszczeniu.
Tabela 15: Metody produkcji proszków
| Proces | Rozmiary | Stawka | Czystość |
|---|---|---|---|
| Atomizacja gazu | 10-250 μm | 30-200 kg/godz. | 99.9% |
| Atomizacja wody | 25-150 μm | 20-100 kg/godz. | 99.7% |
Zarówno proszki rozpylane gazem, jak i wodą wykazują kulistą morfologię cząstek, idealną do produkcji dodatków, formowania wtryskowego metali i innych zastosowań metalurgii proszków.
Dane projektowe
Kluczowe parametry danych projektowych dla stopu niklu X750 zostały podsumowane poniżej w celach informacyjnych podczas prac inżynieryjnych i projektowania komponentów:
Tabela 16: Parametry danych projektowych dla stopu niklu X750
| Kategoria | Wartości | Komentarze |
|---|---|---|
| Gęstość | 0,302 lb/in3 | Umiarkowana waga |
| Moduł Younga | 30,8 x 106 psi | Sztywność |
| Współczynnik Poissona | 0.294 | – |
| Moduł ścinania | 11,7 x 106 psi | Opór przed zmianą kształtu |
| Rezystywność elektryczna | 617 μΩ-cm | Wyższa odporność niż w przypadku miedzi |
| Współczynnik tarcia | 0.46-0.80 | Zależy od wykończenia powierzchni |
| Przewodność cieplna | 113-124 BTU-in/hr-ft2-°F | Wyższa niż w przypadku stali nierdzewnej |
| Ciepło właściwe | 0,106 BTU/lb-°F | – |
| Średnia wartość CTE | 7,3 x 10-6 in/in-°F | Średnia między RT-500°F |
| Liczba Prandtla | 0.012 | Stosunek dyfuzyjności pędu do dyfuzyjności termicznej |
| Współczynnik przenikania ciepła | 120-200 BTU/h-ft2-°F | Zależy od środowiska |
Warunki obciążenia strukturalnego
Do obliczeń inżynierii strukturalnej w ekstremalnych temperaturach należy użyć:
- Granica plastyczności przy rozciąganiu: 140-190 ksi
- Granica plastyczności przy ściskaniu: 170-220 ksi
- Współczynnik modułowy, E (stop X750)/E (stal): 1.0
W temperaturze pokojowej do 500°F - spodziewane umiarkowane tempo korozji poniżej 0,002 cala/rok.
Do 1900°F - Doskonała odporność na gorącą korozję i utlenianie. Zastosowanie parabolicznej stałej szybkości kp = 3,4 x 10-8 mg2/cm4/s.
Odporność na pełzanie i zmęczenie materiału
Stop X750 wykazuje doskonałą odporność na pełzanie. Wytrzymałość na zerwanie wyższa niż 80 ksi przez 100 000 godzin w temperaturze 1300°F (980°C).
W przypadku cyklicznych warunków zmęczeniowych należy użyć:
- Wytrzymałość zmęczeniowa (106 cykli) 95-100 ksi
- Współczynnik redukcji 1,0 dla wykończenia powierzchni po obróbce mechanicznej, a nie w stanie fabrycznym.
Środowisko ma niewielki wpływ na wytrzymałość zmęczeniową. Współczynnik redukcji zmęczenia = 0,95 dla środowiska powietrznego.
Obróbka stopu niklu X750
Stop niklu X750 charakteryzuje się doskonałą skrawalnością w stanie wyżarzonym i może być obrabiany przy użyciu większości standardowych metod i narzędzi warsztatowych.
Łamacze wiórów zalecane do skutecznej kontroli wiórów. Aby zminimalizować wibracje, konieczne są sztywne konfiguracje. Narzędzia skrawające z ostrymi krawędziami tnącymi zapewniają najdłuższą żywotność narzędzia.
Niska przewodność cieplna prowadzi do koncentracji ciepła, dlatego należy stosować dużą ilość chłodziwa.
Tabela 17: Metody obróbki
| Metoda | Materiały narzędziowe | Prędkości/prędkości | Komentarze |
|---|---|---|---|
| Obrót | Stal szybkotnąca, węglik spiekany, ceramika, CBN, PCD | 100-250 sfm | Używaj dużych głębokości cięcia |
| Wiercenie | Węglik z powłoką TiAlN | 10-30 sfm | Wiertło Peck o większej średnicy |
| Gwintowanie | Płytki węglikowe | 4-10 ipr | Utrzymanie promienia końcówki narzędzia |
| Frezowanie | Węglik, |
Przetwarzanie i produkcja
Proszek stopu niklu X750 może być przetwarzany na części przy użyciu różnych metod:
Wytwarzanie przyrostowe
Produkcja addytywna (AM), znana również jako druk 3D, wykorzystuje proszek stopu niklu jako surowiec do tworzenia komponentów warstwa po warstwie. Niektóre techniki AM odpowiednie dla X750 obejmują:
Bezpośrednie spiekanie laserowe metali (DMLS)
- Proszek jest selektywnie topiony przez laser o dużej mocy
- Produkuje w pełni zwarte części o drobnej mikrostrukturze
- Doskonała dokładność wymiarowa i wykończenie powierzchni
- Możliwe złożone geometrie
Topienie wiązką elektronów (EBM)
- Proszek jest topiony wiązką elektronów w próżni
- Osiąga prawie pełną gęstość przy dobrej wytrzymałości
- Niższe wykończenie powierzchni w porównaniu z procesami laserowymi
- Szybkie tempo budowy dzięki wyższej mocy wiązki
Binder Jetting
- Płynny środek wiążący selektywnie osadzany w celu połączenia cząstek proszku
- Ekonomiczny proces o wysokiej wydajności
- Wymaga obróbki końcowej, takiej jak spiekanie i infiltracja.
- Większe części możliwe z dobrą swobodą geometryczną
Cold Spray
- Cząstki proszku przyspieszane do prędkości naddźwiękowych i uderzane w podłoże
- Energia kinetyczna wiąże cząsteczki z powierzchnią
- Można tworzyć grube powłoki i dowolne kształty
- Minimalne nagrzewanie pozwala zachować właściwości materiału bazowego
Tabela 11: Procesy wytwarzania przyrostowego dla stopu niklu X750
| Proces | Precyzja | Wykończenie powierzchni | Właściwości mechaniczne | Geometria | Prędkość |
|---|---|---|---|---|---|
| DMLS | Wysoki | Doskonały | Przewidywalny | Kompleks | Powolny |
| EBM | Wysoki | Umiarkowany | Spójny | Kompleks | Umiarkowany |
| Binder jet | Umiarkowany | Słaby | Zmienna | Prosty | Szybko |
| Zimny spray | Niski | Szorstki | Anizotropowy | Prosty | Szybko |
Parametry takie jak moc lasera, rozmiar wiązki, odstępy między lukami i strategia skanowania mogą być zoptymalizowane w celu kontrolowania gęstości części, jakości powierzchni, mikrostruktury i wydajności mechanicznej.
Obróbka cieplna, taka jak prasowanie izostatyczne na gorąco (HIP) i starzenie, może być stosowana po przetworzeniu w celu dalszego zwiększenia gęstości i właściwości materiału.
Casting
Stop X750 może być również topiony indukcyjnie i odlewany do wlewków, kęsów i prętów przy użyciu procesów takich jak:
- Próżniowe topienie indukcyjne
- Przetapianie elektrożużlowe
- Odlewanie inwestycyjne
Produkty odlewane służą jako surowiec do kolejnych operacji podziału, takich jak kucie, walcowanie i wytłaczanie. Mogą być również obrabiane bezpośrednio w celu uzyskania elementów o kształcie netto.
Przetwarzanie deformacji
Do odlewów ze stopów niklu można stosować różne techniki odkształcania:
Kucie
- Prasowanie lub wbijanie wlewków między matryce
- Poprawia wytrzymałość dzięki płynięciu ziarna i utwardzaniu podczas pracy
- Można uzyskać kształty zbliżone do siatki
Rolling
- Kompresja i redukcja grubości między rolkami
- Produkuje arkusze, taśmy i płyty
- Kontroluje strukturę ziarna i poprawia właściwości
Wytłaczanie
- Forsowanie przez otwór matrycy
- Tworzy długie sekcje o stałym przekroju
- Gęsty produkt o jednolitych drobnych ziarnach
Rysunek
- Przeciąganie przez matrycę przy użyciu siły rozciągającej
- Zmniejsza przekrój prętów, rur lub drutów
- Zwiększona wytrzymałość i twardość
Podczas pracy stop jest okresowo wyżarzany w celu przywrócenia plastyczności i uniknięcia pęknięć. Końcowa obróbka cieplna i starzenie następuje w celu osiągnięcia pożądanych właściwości.
Najczęściej zadawane pytania
P: Co to jest stop niklu X750?
O: X750 to utwardzany wydzieleniowo stop niklowo-chromowy o doskonałej wytrzymałości do 700°C (1300°F), wyjątkowej odporności na korozję i utlenianie oraz dobrych właściwościach produkcyjnych.
P: Jakie są typowe zastosowania X750?
O: Elementy turbin gazowych, części turbosprężarek, elementy paliwa jądrowego, sprzęt do przetwarzania chemicznego, zbiorniki do przetwarzania żywności - wszędzie tam, gdzie wymagana jest zdolność do pracy w wysokich temperaturach w trudnych warunkach.
P: Czy stop niklu X750 jest spawalny?
O: Tak, X750 ma dobrą spawalność jak na wysokowytrzymały stop utwardzany wydzieleniowo. Spawanie łukowe gazowo-wolframowe i gazowo-metalowe może wytwarzać solidne spoiny. Po spawaniu często stosuje się odprężającą obróbkę cieplną.
Uzyskaj najnowszą cenę
Informacje o Xmetto
Kategoria produktu
GORĄCA WYPRZEDAŻ



KONTAKT
Masz pytania? Wyślij nam wiadomość teraz! Po otrzymaniu wiadomości obsłużymy Twoją prośbę całym zespołem.